機(jī)械社區(qū)
標(biāo)題: 汽車固定盤的四軸加工中心夾具設(shè)計(jì) [打印本頁]
作者: 一往冇前 時(shí)間: 2022-11-17 15:01
標(biāo)題: 汽車固定盤的四軸加工中心夾具設(shè)計(jì)
汽車零部件因其種類多、結(jié)構(gòu)復(fù)雜、制造難度大、批量生產(chǎn)任務(wù)重等因素,因此決定了零部件在制造過程中對工裝夾具的高要求。固定盤是汽車傳動(dòng)系統(tǒng)最重要的零部件之一,其加工精度將直接影響傳動(dòng)系統(tǒng)的品質(zhì)與性能。
3 k$ t- M) P5 W3 j& b
根據(jù)工裝設(shè)備中液壓夾具裝夾方便、自動(dòng)化程度高的優(yōu)勢,下文介紹了一種汽車固定盤零部件制造四軸液壓夾具,不僅實(shí)現(xiàn)了模塊化生產(chǎn),而且大大降低了生產(chǎn)成本。
& W! M" x F" z+ P1 Y4 {. |
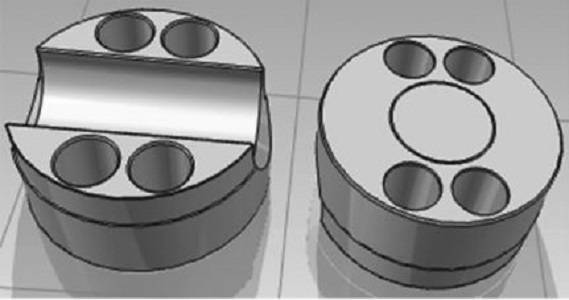
一、汽車固定盤的工藝分析圖1為汽車固定盤的實(shí)體圖,該產(chǎn)品的加工特點(diǎn)是大批量、加工精度要求高、交貨周期短。通過對該產(chǎn)品的加工工藝分析,確定該產(chǎn)品的加工工藝流程:數(shù)控車粗加工毛坯→ 數(shù)控車精加工外形(保證零件尺寸精度)→數(shù)控銑床加工端面孔→數(shù)控銑加工端面圓弧槽。
* ~0 c- H6 ~3 r0 y8 ^0 R$ j5 E
從產(chǎn)品的加工流程可知數(shù)控車床加工部分可以實(shí)現(xiàn)產(chǎn)品的批量生產(chǎn),但是數(shù)控銑床加工部分如果沒有專用的裝夾設(shè)備是很難實(shí)現(xiàn)零件的批量生產(chǎn),同時(shí)難以保證產(chǎn)品批量生產(chǎn)時(shí)次品率最低。
+ `$ [6 i9 G/ W: ]# E( c2 l+ H
圖1 固定盤實(shí)體
2 B, x+ c" F! P5 P- I
經(jīng)過綜合研究產(chǎn)品的加工工藝過程、加工技術(shù)要求、生產(chǎn)成本以及生產(chǎn)效率,要保證大批量生產(chǎn)必須設(shè)計(jì)具有批量生產(chǎn)的液壓夾具,同時(shí)該零件在加工時(shí)需要數(shù)控加工中心旋轉(zhuǎn)角度加工端面圓弧槽提高加工效率,因此選擇四軸加工中心銑削。
, Q# g6 ^7 i# s
二、四軸加工中心夾具結(jié)構(gòu)及其工作過程4 ^) P+ ^( Q" ] C; I! g( k
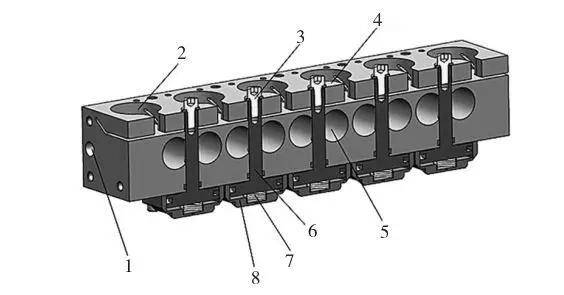
加工該零件的夾具為三點(diǎn)定位夾緊方式的四軸液壓夾具,四軸液壓夾具是應(yīng)用液壓夾具原理實(shí)現(xiàn)零件的定位裝夾。圖2為四軸液壓夾具結(jié)構(gòu)圖,它主要是由四軸分度轉(zhuǎn)盤、液壓站、夾具體組成。該四軸液壓夾具的工作過程主要是液壓站通過液壓油產(chǎn)生壓力推動(dòng)夾具上的單作用液壓缸實(shí)現(xiàn)零件的定位裝夾。
: w2 m- O/ R! H' j) H
圖2 四軸液壓夾具設(shè)計(jì)圖
1 K+ B; j" X5 E) E3 |% @
1.進(jìn)油口 2.圓溝槽 3.鎖緊螺釘 4.夾具體 5.排屑孔 6.油缸活塞 7.油缸彈簧 8.油缸
6 W0 ]) {+ _5 J0 U6 Z! b8 o7 X9 k* o
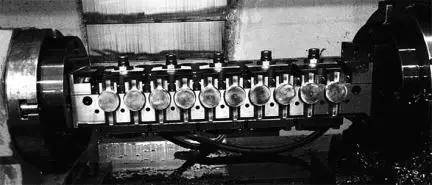
如圖3所示,夾具體和液壓缸裝配好后,將夾具兩端,通過法蘭裝夾到四軸分度盤上。液壓油通過夾具體進(jìn)油孔輸入,油液進(jìn)入5個(gè)液壓缸,在液壓油推力作用下,活塞桿向下壓縮彈簧,彈簧被壓縮后夾具體上下表面在液壓缸和活塞、螺釘作用下被夾緊。當(dāng)液壓油失去壓力后,彈簧逐漸恢復(fù)彈性,工件在夾具體上松開。
! e; [- y- X& |: y5 d
圖3 四軸液壓夾具產(chǎn)品
4 }5 b$ ~" p! ~: _
夾具設(shè)計(jì)細(xì)節(jié)點(diǎn)評(píng):該夾具在設(shè)計(jì)過程中綜合考慮了加工環(huán)境和工作要求,其中有幾個(gè)細(xì)節(jié)對夾具在工作中起到了重要的作用。
第一,夾具體上表面圓形溝槽。此溝槽的作用是降低夾具體上表面夾緊部位的應(yīng)力集中,使得上表面在動(dòng)作時(shí)更易被液壓缸壓縮夾緊。
8 j3 X" A6 S$ F$ G/ _4 |* v
第二,工件在定位面上設(shè)計(jì)成凸圓懸空三點(diǎn)定位的支撐方式,不僅可以起到定位的作用,而且可以有效降低工件振動(dòng)。
7 \# x5 P% D* w3 {# q
第三,工件定位部位的通孔。此處通孔的作用是方便排出鐵屑。
/ [& y* K" N+ ]( b7 m
第四,工件裝夾部位的半圓槽,它的作用是當(dāng)?shù)毒咴诩庸すぜ砻娴膱A槽時(shí)避免與夾具發(fā)生干涉, 有效的起到了避空的作用。
2 f5 {$ d! w& B- p4 r1 c" X
三、四軸液壓夾具的主要參數(shù)設(shè)計(jì). U @# ], I0 g4 \& @8 n% n
液壓夾具雖然與氣動(dòng)夾具具有相似的優(yōu)點(diǎn),但是液壓夾具的工作壓力大且穩(wěn)定,因此液壓夾具常用于大批量、重切削的自動(dòng)化生產(chǎn)。液壓夾具的設(shè)計(jì)過程主要是根據(jù)實(shí)際用途需要,首先結(jié)合工況要求確定液壓夾具的類型,然后根據(jù)相關(guān)技術(shù)要求確定液壓夾具的相關(guān)參數(shù),如液壓缸缸徑、液壓缸夾具的夾緊力、液壓缸的外負(fù)載等。該研究設(shè)計(jì)的四軸液壓夾具采用的是單缸單作用液壓缸(圖2、圖3 所示),液壓夾具在設(shè)計(jì)時(shí)其中負(fù)載受力是關(guān)鍵因素,然后確定其缸徑等其他參數(shù)。液壓缸在工作時(shí)所受外負(fù)載力F 包括三種類型:一是工作負(fù)載,二是慣性負(fù)載,三是摩擦阻力負(fù)載。因此液壓缸外負(fù)載為:
: Y; U) p( k/ Z
F = Fw + Fa + Ff
式中: Fw 為工作負(fù)載,對于金屬切削機(jī)床來說,即為機(jī)床加工時(shí)的切削合力; Fa 為運(yùn)動(dòng)部件速度變化時(shí)的慣性負(fù)載; Ff 為導(dǎo)軌摩擦阻力負(fù)載,啟動(dòng)時(shí)為靜摩擦阻力,啟動(dòng)后為動(dòng)摩擦阻力,對于平導(dǎo)軌Ff 可由Ff =f(G + FRn ) 求得,G 為運(yùn)動(dòng)部件重力(此處按1000N); FRn 為垂直于導(dǎo)軌的工作負(fù)載(此處為切削軸向力); f為導(dǎo)軌摩擦系數(shù),分別取動(dòng)摩擦、靜摩擦系數(shù)為0. 1、0.2。
$ M1 C7 K- l9 U" z' T
( j! p2 N9 r# ~/ C7 B& c& I6 ]( R' A
- S5 A' @+ U l8 k1 S0 |! B: ^
Δt = 0. 01 ~ 0. 5s 為加減速時(shí)間,一般Δt = 0.01 ~0. 5s ; Δv 為Δt 時(shí)間內(nèi)的速度變化量。
. X: ^' Q! |0 D8 x
Ff = f(G + FRn ) = 2730 N;F = Fw + Fa + Ff =28848N。根據(jù)實(shí)際需要和查表綜合估算液壓缸的工作壓力P =10MP。
( s% j6 b- e. e; Y m
液壓缸的總負(fù)載力和工作壓力存在以下關(guān)系:
4 X: F y0 S9 d7 [& \
因此可以計(jì)算出液壓缸的內(nèi)徑D,即:
4 g2 Q0 P6 m1 a% s7 [, r9 y/ C
# F1 \( j- H8 D
* G2 _3 q9 k3 m7 m8 m' O" k9 |
根據(jù)查表和實(shí)際需要,此處D = 50 mm 即可滿足要求。因?yàn)樵搳A具為快進(jìn)快退,所以其活塞桿直徑應(yīng)根據(jù)以下公式計(jì)算,即:
/ x f, K0 S, [, |. [/ T
# ?: B0 f7 }/ }5 S8 P, p
" Q3 Y" K U/ J+ t; W
因此可以計(jì)算出液壓缸活塞的直徑d,即: d =35mm,根據(jù)查表和實(shí)際需要此處d =12mm.即可滿足要求。綜合國家標(biāo)準(zhǔn)查得液壓缸內(nèi)徑及活塞桿的直徑分別取值D =50mm, d =12mm。
1 U5 k/ [+ j1 O) w
總 結(jié)9 \) m' e- T# g& J+ L9 Z
這套四軸液壓夾具不僅很好地解決了批量生產(chǎn)問題,而且降低了制造成本和提高了生產(chǎn)效率,符合生產(chǎn)實(shí)際要求。同時(shí)設(shè)計(jì)原理簡單、典型,值得推廣應(yīng)用于批量生產(chǎn)的同類產(chǎn)品。
3 y+ r) x% B7 x9 K
| 歡迎光臨 機(jī)械社區(qū) (http://www.whclglass.com.cn/) |
Powered by Discuz! X3.5 |