機械社區
標題: 迅速了解10大類工裝夾具設計要點 [打印本頁]
作者: 一往冇前 時間: 2023-3-1 10:16
標題: 迅速了解10大類工裝夾具設計要點
一、定位元件產品在工裝中的定位,是通過產品上的定位基準表面與工裝上定位元件的工作表面接觸或配合來實現的,這里按定位元件的定位方式來分。
8 ?0 l# R# Z5 T R. A. a
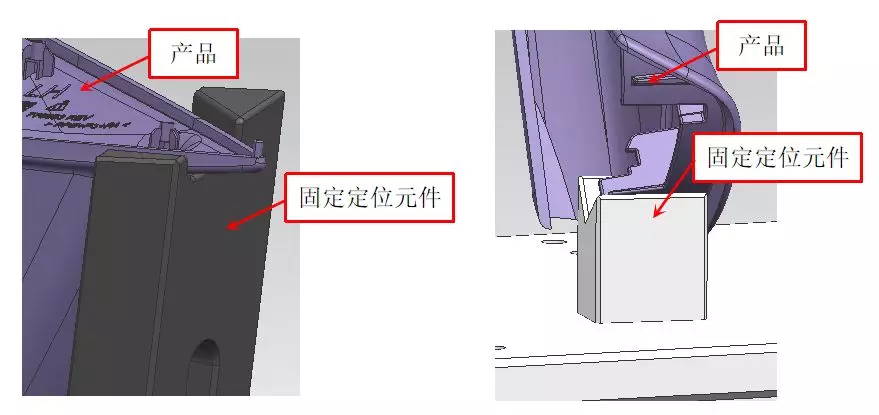
1、固定定位元件
這種定位在裝上工裝后,一般不再拆卸和調節。
7 L3 _4 X6 u5 P! R+ `- |
! y( g' ?+ q0 s7 _7 t
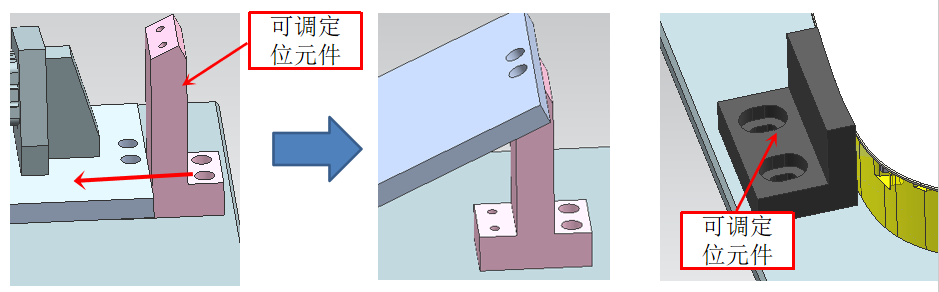
2、可調定位元件(在工裝上,定位點位置可以調節的定位元件)
; q$ W2 ]3 d# c6 k( d
, s3 J6 Z' L, @2 ~+ l
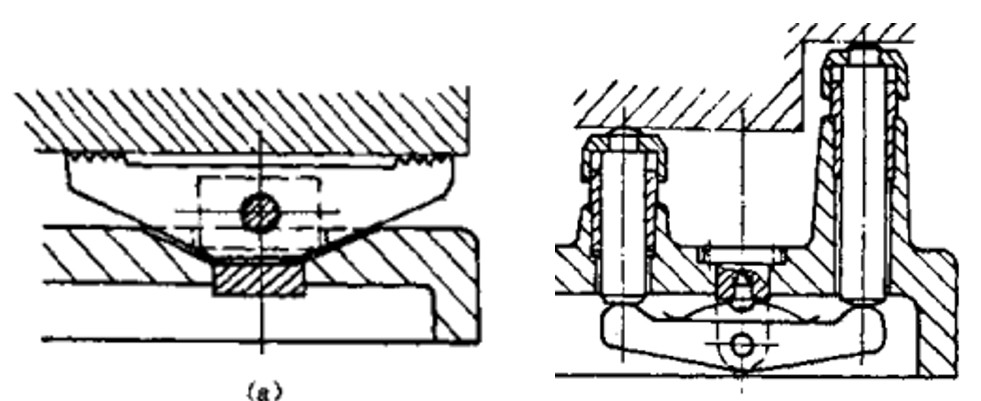
3、浮動定位元件
是指在產品在定位的過程中,其定位點的位置可以隨產品定位基準面位置的變換而自動與之相適應。
下圖所示為兩點式浮動定位元件。浮動定位元件可以與產品有兩點或兩點以上的接觸,實際上只有一個固定支承點在起作用,只限制產品的一個自由度。
8 F1 D$ W0 `+ e4 X a+ W
' W5 U1 N f6 l% R Z5 q8 p6 L* ~
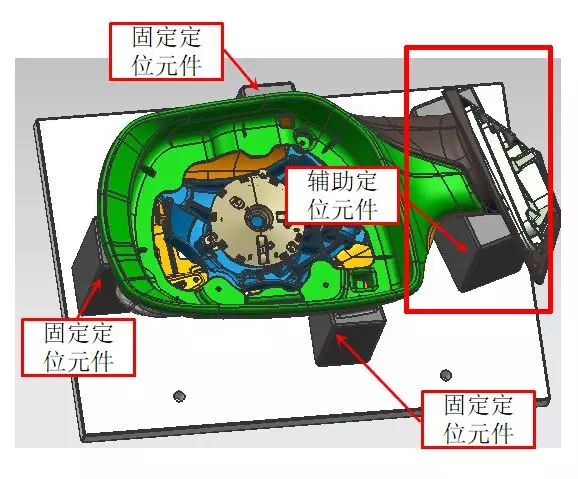
4、輔助定位元件(用來提高產品放入工裝的穩定性,而不起主要定位作用)
下圖所示,三個固定定位元件為主定位元件,由于產品結構原因,產品在放入工裝時存在紅色圈內部分向下傾斜,導致裝配不穩定,故增加了一個輔助定位元件。
1 E5 c( g) A1 h) q/ h# n
# I, W' V' g. C, n1 U) T
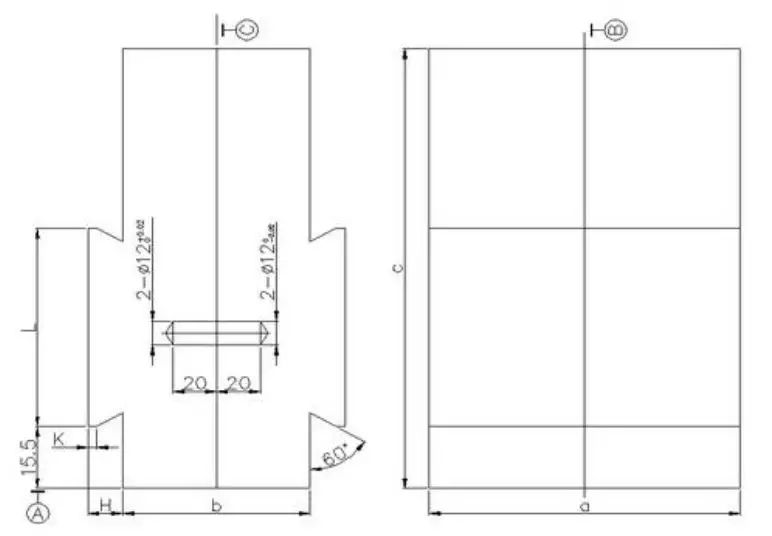
二、夾模(用產品外形定位裝夾的工具)
. v' y6 l3 Z- `* a) ]* t9 l
) @. \' r& L+ k& C- m7 x$ E9 b
5 \+ v$ S+ Z4 t0 q: |1 H8 W1 C
設計要點:
1、此類夾模主要用于虎鉗上,其長度可以根據需要截取;
2、夾模上可以設計其他輔助定位裝置,一般采用焊接方式連接夾模;
3、上圖為簡圖,模腔結構尺寸由具體情況確定;
4、在動模上的適當位置緊配直徑12的定位銷,定模相應位置的定位孔滑動配合定位銷;
5、裝配型腔在設計時需在無收縮的毛坯圖檔的外形面基礎上偏移放大0.1mm。
: C; t2 W9 {1 ?% q6 g/ }* r+ Z
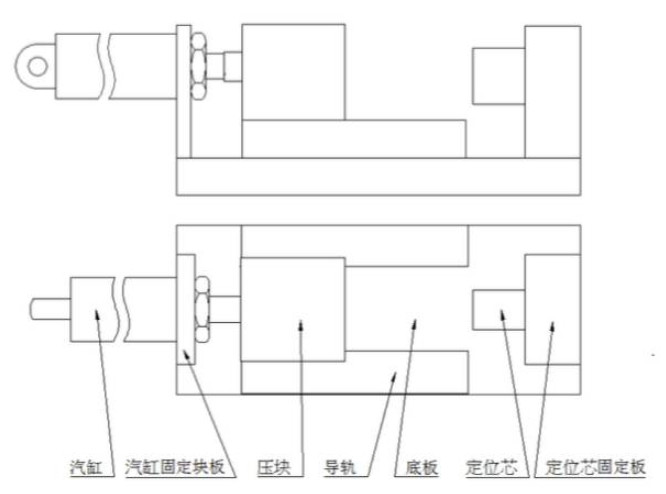
三、鉆孔、銑面工裝3 H3 q8 {+ \$ ]2 b X! U5 e" S( {0 E
) m% S4 E3 ?3 v, l
設計要點:
1、如有必要,可在固定芯及其固定板上設計一些輔助定位裝置;
2、上圖為結構簡圖,實際情況需根據產品結構做相應設計;
3、汽缸根據產品大小和加工時受力情況而定。
`6 G) j3 j1 w$ B
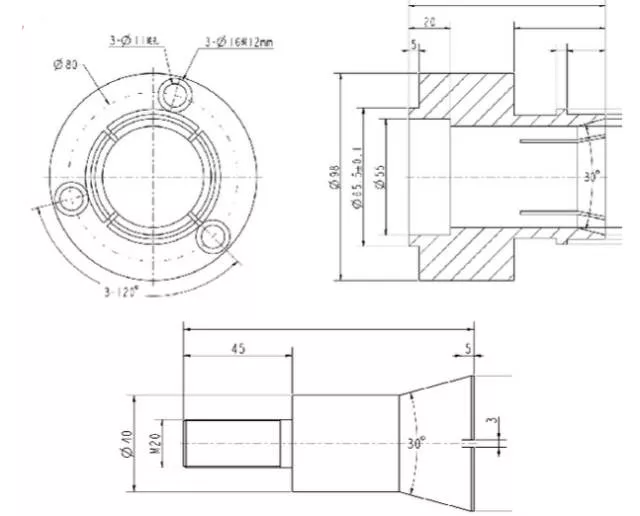
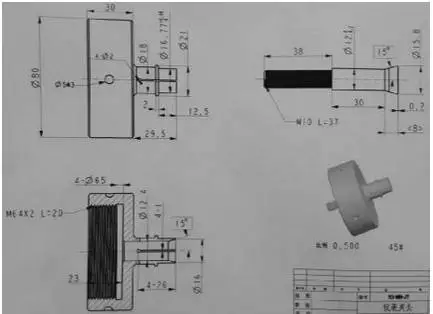
四、數控、儀表夾頭▲ 內束夾頭
設計要點:
1、上圖未標識尺寸依據實際產品的內孔尺寸結構而定;
2、與產品內孔定位接觸的外圓在制作時需留單邊0.5mm的余量,最后裝到數控機床上在精車到尺寸,防止淬火過程導致的變形和偏心;
3、裝配部分的材料推薦使用彈簧鋼,拉桿部分45#;
4、拉桿部分的螺紋M20為常用螺紋,可根據實際情況調整該螺紋。
4 s0 d, ~5 S, F7 M; N: Z# {
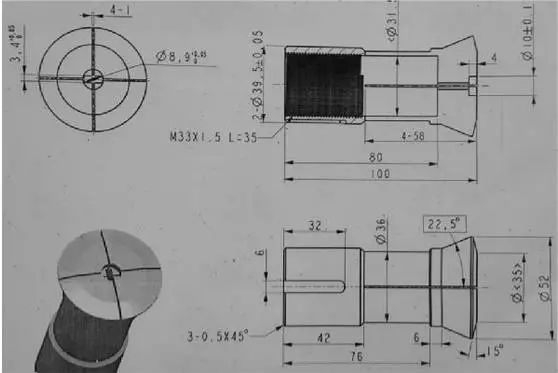
▲ 儀表內束夾頭
0 I( u/ i) p; \$ F3 d
設計要點:
1、上圖為參考圖示,裝配尺寸和結構依據實際產品的外形尺寸結構而定;
2、材料使用45#,淬火處理。
3 k. k4 }( t( u" e5 _. D; U
▲ 儀表外束夾頭
* E# { P$ W* S+ c& L5 `6 q
設計要點:
1、上圖為參考圖示,實際尺寸依據產品的內孔尺寸結構而定;
2、與產品內孔定位接觸的外圓在制作時需留單邊0.5mm的余量,最后裝到儀表車床上在精車到尺寸,防止淬火過程導致的變形和偏心;
3、材料使用45#,淬火處理。
p7 P/ @0 ]7 o. M- T- f
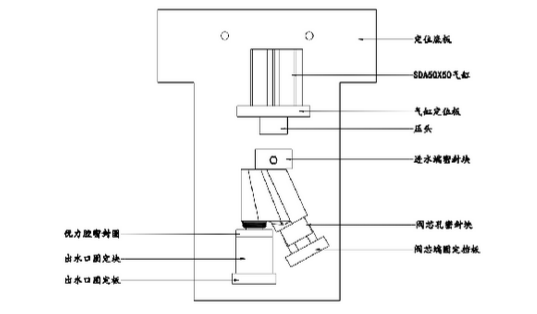
五、試氣、試水工裝
; F% g' Q6 J0 U3 n; z4 Z3 d; H. T$ I
設計要點:
1、上圖是試氣工裝的參考圖,具體結構需依據產品的實際結構來設計,思路就是用盡可能簡單的方式密封產品,讓需檢測密封的部分充滿氣體來確認其密封性;
2、汽缸的大小可根據產品的實際大小來調整,同時也需考慮汽缸的行程是否能滿足取放產品的便捷;
3、與產品接觸的密封面一般采用優力膠,NBR膠圈之類具有良好壓縮量的材料,同時注意如有與產品外觀面接觸的定位塊盡量使用白膠類的塑料塊并且在使用過程中蓋上棉布防止碰傷產品外觀;
4、設計時需考慮產品的定位方向,防止內漏的氣體憋在產品型腔內部而誤檢的情況出現。
8 g9 e+ G% k3 M3 r
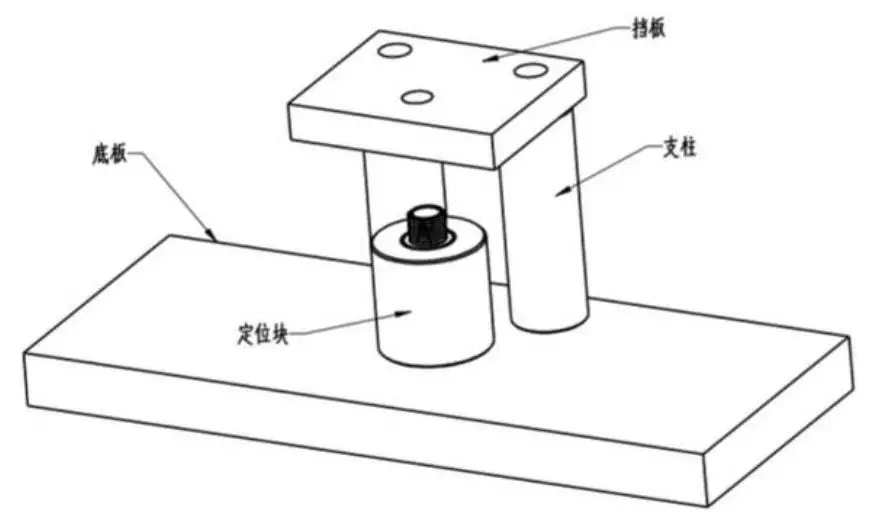
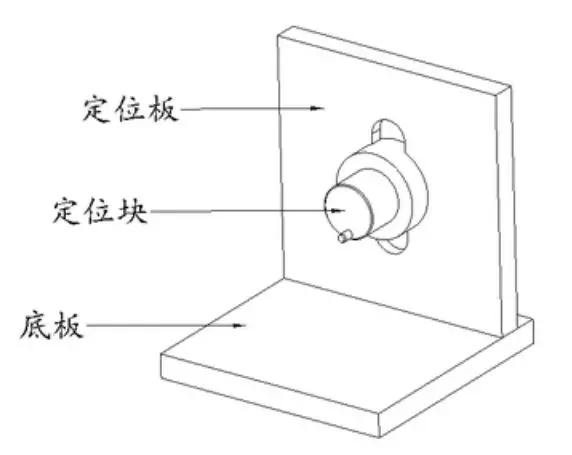
六、切邊、沖孔工裝3 g* X- U3 J0 s- f" [
上圖為沖孔工裝的常用結構。
設計要點:
1、底板作用為方便固定在沖床的工作臺;
2、定位塊作用為固定產品,具體結構按產品的實際情況而設計,中心點圍繞能方便安全的取放產品;
3、擋板作用在方便產品從沖刀上脫離;
4、支柱起固定擋板的作用。
5、上述幾個部位的裝配位置和尺寸可按產品的實際情況設計。
: C" Y) x; V4 \/ K' N3 O
七、焊接工裝焊接工裝主要起固定焊接組件中各零部件的位置,控制焊接組件中各零部件的相對尺寸,其結構主要是定位塊,需根據產品的實際結構來設計。值得注意的情況在產品放置在焊接工裝上不得用工裝之間產生密封空間,防止焊接加熱過程中導致密封空間壓力過大影響零部件焊接后的尺寸。
* X7 B/ ]# D, t
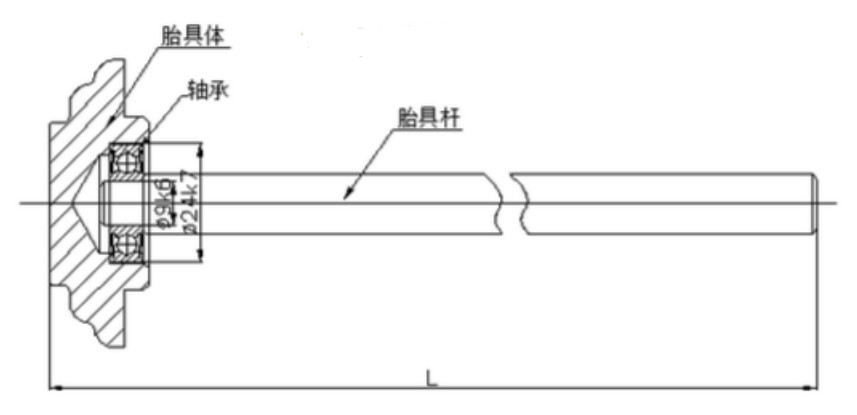
八、拋光治具/ f3 ~6 D6 O/ u9 g: d# {# R# G, t# N1 A7 m2 V
設計要點:
1. 胎具體尺寸根據產品設計;
2. 胎具桿推薦使用前三種,未注尺寸單位為mm;
3. 材料使用45#。
4 w( u/ X O+ X5 |$ M7 u
九、裝配工裝設計要點:
1、各結構件或基準定位元件定位方式:精確定位至少包含兩個以上銷釘和一個以上螺釘定位,非精確定位不采用銷釘,一般至少兩個以上螺釘定位;
2、工裝各零部件之間的定位一般采用M6、M8螺釘、φ5mm銷釘定位,特殊情況除外;每一個螺栓固定使用彈墊、平墊;塑料和鋁板上的螺孔加裝螺套;
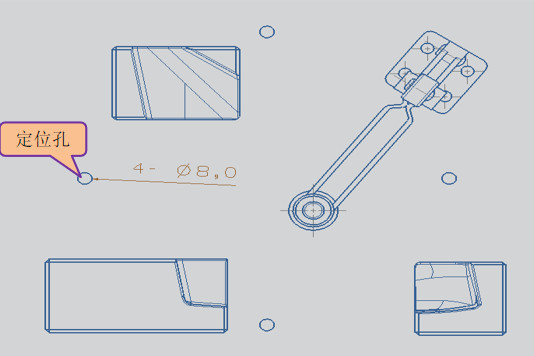
3、工裝必須包含至少有兩個與臺面連接的定位孔,定位孔大小φ8mm;
! }& K. ~2 N: ]6 H N- U
, W+ l. q+ s3 o0 S! ]5 t) L7 R U
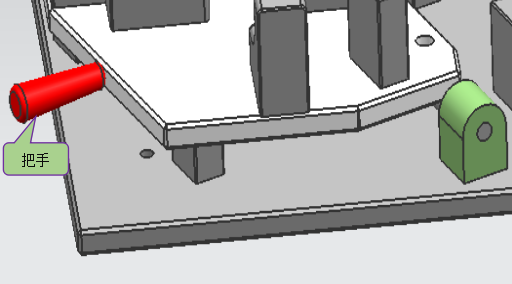
4、工裝上旋轉部位必須安裝有把手,方便工作人員操作。
. j# L, O4 }0 v" U
5、工裝周邊去毛刺、銳邊倒鈍。
, S: r& ^. q' K7 s5 l' {
十、移印,激光刻字工裝設計要點:
根據產品實際情況的刻字要求來設計工裝的定位結構,需注意產品取放的便捷性,和產品外觀的保護,定位塊和與產品接觸的輔助定位裝置盡量采用白膠等非金屬材料。
X/ D- `; T+ F/ D9 |. }. d) a
作者: 331459561 時間: 2023-11-1 22:37
學習了
作者: UG770880 時間: 2023-12-31 11:18
謝謝分享
( }! f" j$ X6 K1 ?( Q
| 歡迎光臨 機械社區 (http://www.whclglass.com.cn/) |
Powered by Discuz! X3.5 |