機械社區
標題: 快速了解:汽缸蓋的工藝、夾具與產線技術 [打印本頁]
作者: 一往冇前 時間: 2023-6-25 09:19
標題: 快速了解:汽缸蓋的工藝、夾具與產線技術
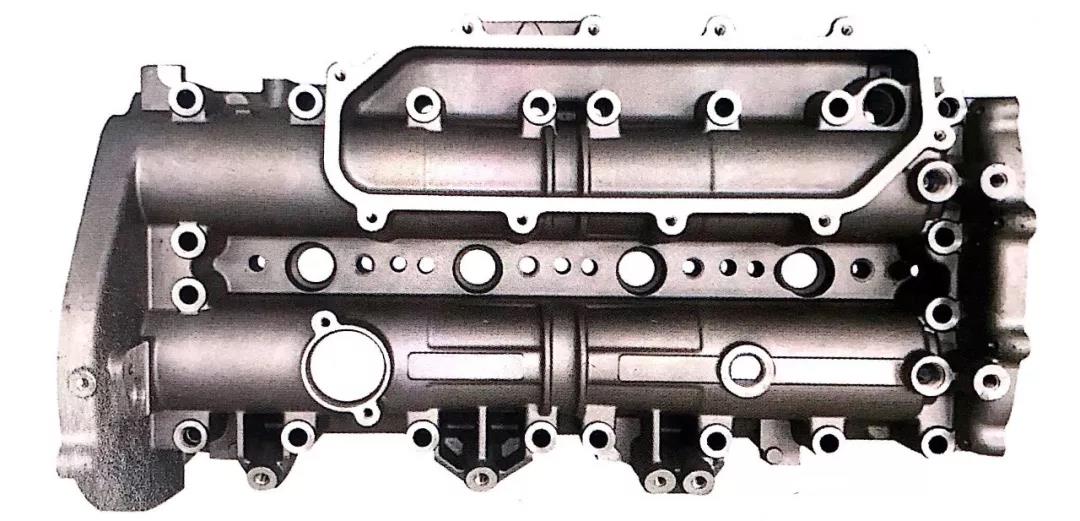
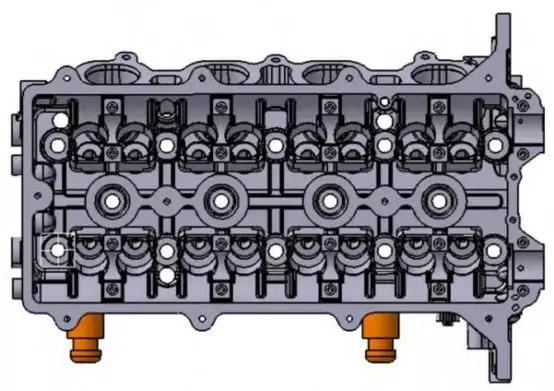
汽缸蓋是發動機的幾大關鍵部件之一,零件尺寸較小,但結構形狀復雜,壁薄且壁厚不均勻,加工部位多,特別是有數個平面與孔系,導致加工難度很大。
" `% o5 M( R& M3 w5 p# k9 h( `! Y
發動機缸蓋加工技術分析
, J9 Y/ ~5 ^# f5 C3 L在缸蓋零件各加工表面中,通常平面的加工精度比較容易保證,而精度要求較高的支撐孔的加工精度以及孔與孔之間、孔與平面之間的相互位置精度則較難保證。缸蓋零件的技術要求主要可歸納如下:
8 p& B4 ?$ p t
1.主要平面的形狀精度和表面粗糙度
缸蓋的主要平面是裝配基準,并且往往是加工時的定位基準,所以,應有較高的平面度和較小的粗糙度值,否則,直接影響缸蓋加工時的定位精度,影響缸蓋加工的定位精度,影響缸蓋與機座總裝時的接觸剛度和相互位置精度。
一般缸蓋的主要平面的平面度在0.1~0.03mm,表面粗糙度Ra2.5~0.63μm,各主要平面對裝配基準面垂直度為0.1/300.
3 F, z; p k& y' G$ T8 L$ i$ ]" q- o& I
2.孔的精度、表面粗糙度及主要孔和平面的相互位置精度
一般缸蓋孔的尺寸精度為IT6,圓度、圓柱度公差不超過孔徑公差的一半,表面粗糙度值為Ra0.63~0.32μm。其余尺寸精度為IT7~IT6,表面粗糙度為Ra2.5~0.63μm。各孔之間的孔距公差為0.12~0.05mm,平行度公差應小于孔距公差,一般在全長取0.1~0.04mm。同一軸線上主要平面間及主要平面之間垂直度公差為0.1~0.04mm。
( q: n8 C) Y, y8 b3 D
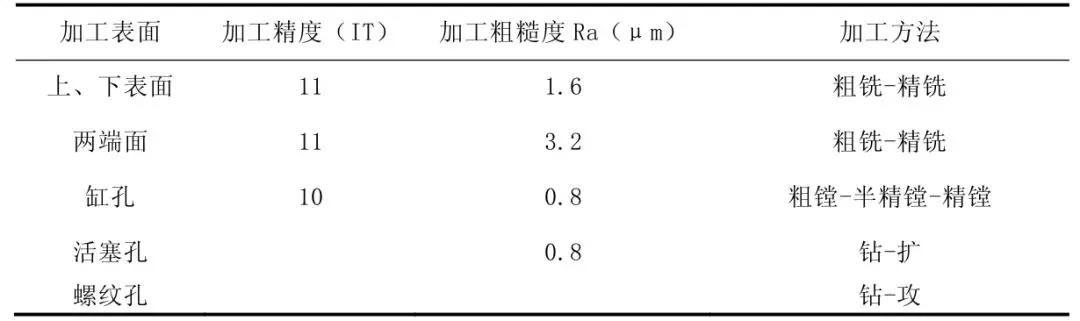
▲發動機缸蓋各表面的加工要求和加工方法
( B% l4 d% r% s
缸蓋專用夾具產品案例
r; m: A3 _1 Z( T* f
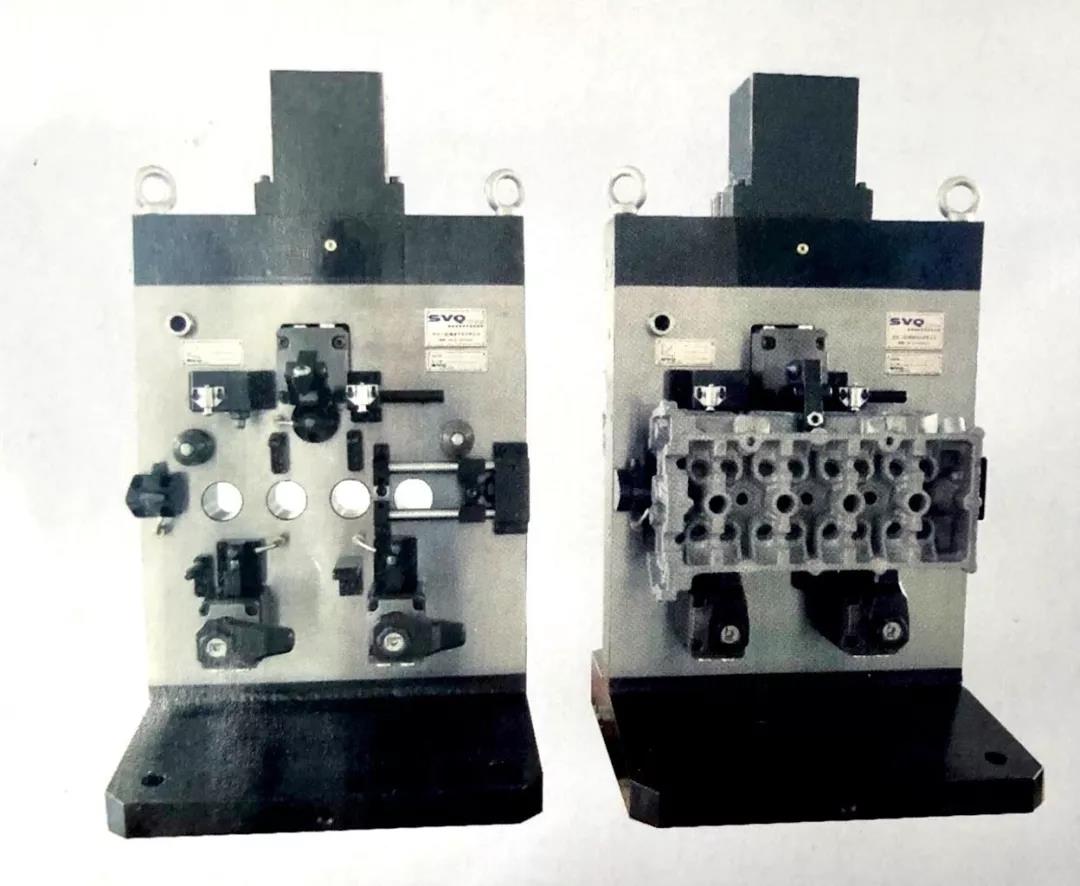
為了保證零件的加工質量,需要設計專用夾具,下面從幾個不同的加工情況舉例:
①
精度要求:±0.01mm
使用機床:臥式加工中心
銷孔定位
. f: E ?/ ^$ g! l
②
精度要求:±0.01mm
使用機床:臥式加工中心
銷孔定位、雙工位夾具
% @, c4 g2 P+ _# d1 `3 ^- w
$ ~. `$ Z3 [/ r! }
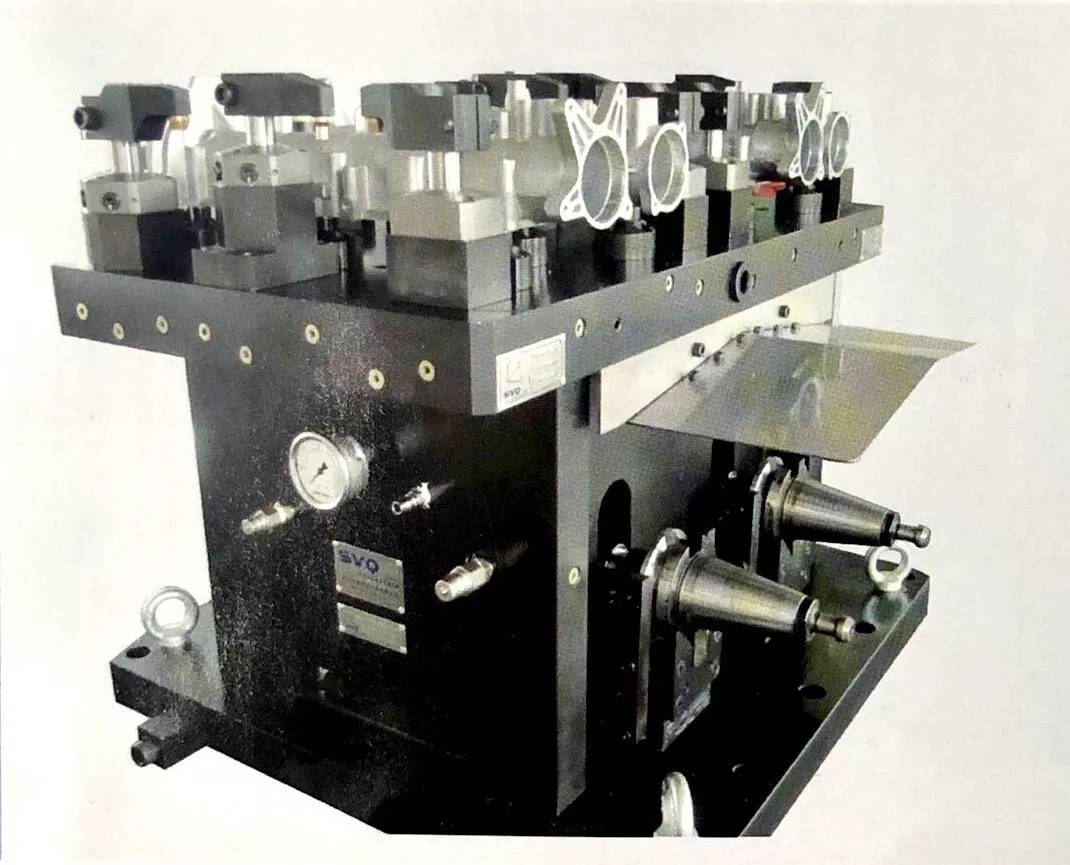
③
精度要求:±0.01mm
使用機床:雙主軸臥式加工中心
銷孔定位、雙工位夾具
5 s% l# M% t( @4 b" }1 d! Z% n5 @
& X" I8 ?2 K0 V) `
④
精度要求:±0.01mm
使用機床:臥式加工中心
銷孔定位、兼容多種產品
# d @5 p% G3 e( _7 }0 _; }+ s
4 N/ o0 H4 x! y
⑤
產品描述與特征:
精度要求:±0.01mm
使用機床:雙主軸臥式加工中心
銷孔定位、四工位夾具
4 ~7 d$ B+ \) }4 |$ s$ |
: _. `" A$ t. K6 `) j6 D, `8 ^9 d
缸蓋產線技術應用分析及案例
, q+ X* ^* u8 l目前,在汽車發動機的缸蓋、缸體、變速箱體和離合器殼等箱體件的加工中,由高速加工中心組成的柔性生產線已大部分替代了自動線、高速加工中心已成為汽車發動機箱體件加工的主要設備。企業需要從整體產線出發,各個加工環節都應契合柔性化的未來趨勢,下面簡單介紹下四條應用在不同生產環境下的共線技術。
# G+ O/ U4 Y7 Q. K9 m0 y
1.換批生產,產品外形基本一致:共用夾具
夾具共用是現場最常使用的方式,需加工零件有銷孔設計避讓,或采用快速換銷結構的夾具,亦或者換型時換銷、夾爪等,這種產線的優勢在于減少設備停機時間,更換成本也低。
8 H. @9 Q2 m- g* I$ W5 s4 g
8 t; I/ D' X0 U( L
2.產品換型周期較長:快換夾具
快換夾具對產品外型無特殊要求,只是針對某一機型的專用夾具,缺點是夾具較重,換裝較為困難,若是換成換型周期短的產品則不具備經濟性。
; h& R) k1 T7 W! Z- j
) j3 `+ x: m' {' e& P" g- T
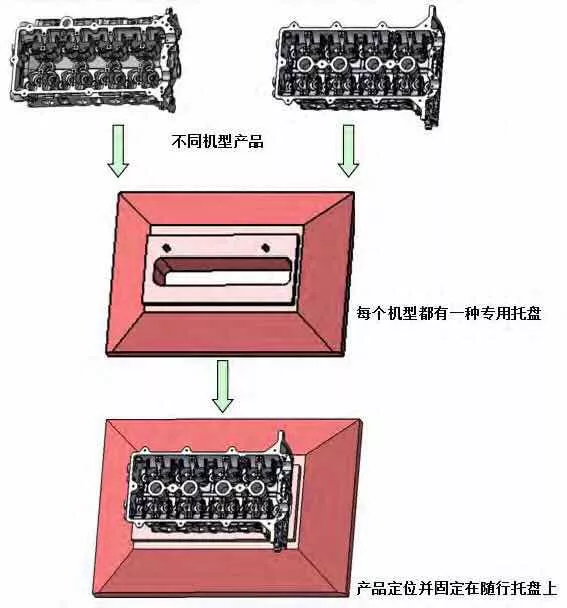
3.產品混線生產:隨行托盤
該生產線柔性高,適用于產品混線生產,僅更換隨行托盤即可實現共線生產,有效利用產線能力,缺點是初期投入高。
( ?" T" ]% O) M- p- w
! l7 X* ~$ E8 K5 W2 i% K
4.換型頻率高:零點夾緊
在德系車上應用較多的一種解決方案,即使發動機機型變更,也能保證較大的生產線柔性,因為僅設計相同的零點定位孔就可實現產品在機加設備上的共線,而不需更換工裝;若無法設計相同的零點定位孔,也可用采用轉接板來實現共線生產。
) g3 ?9 g# K/ R* o" P
4 u2 }5 m( x4 b/ R$ k q
產線實例:奇瑞捷豹路虎這條生產線在機械加工和裝配全過程中應用了最新的托盤加工技術,能夠高效地完成多種產品混線生產的快速切換。
! Z/ Q8 G+ F' p
▲托盤隨行
* g! ~8 X% ~3 a% x' l u1 ^
▲自動化生產現場
0 [$ Y O0 P) V P2 r- H
目前,我國真正具備柔性生產能力的制造企業產能并不多,以缸蓋產品為例,隨著性能要求日益增高,對制造工藝要求也變得極為嚴格,從工藝細節分析、到工藝設備選擇直至產線的方案設計,都應該體現高度的可靠性與靈活性。
| 歡迎光臨 機械社區 (http://www.whclglass.com.cn/) |
Powered by Discuz! X3.5 |