国产精品乱码一区-性开放网站-少妇又紧又爽视频-西西大胆午夜人体视频-国产极品一区-欧美成人tv-四虎av在线-国产无遮挡无码视频免费软件-中文字幕亚洲乱码熟女一区二区-日产精品一区二区三区在线观看-亚洲国产亚综合在线区-五月婷婷综合色-亚洲日本视频在线观看-97精品人人妻人人-久久久久久一区二区三区四区别墅-www.免费av-波多野结衣绝顶大高潮-日本在线a一区视频高清视频-强美女免费网站在线视频-亚洲永久免费
<style id="kulcv"><mark id="kulcv"><dfn id="kulcv"></dfn></mark></style>
機械社區
標題:
殘余應力消除方法的比較
[打印本頁]
作者:
twq19810302
時間:
2023-11-10 09:54
標題:
殘余應力消除方法的比較
為了減小或消除殘余應力,可以根據各種工藝的特點在工藝規劃時進行改進和完善,例如合理安排焊縫位置和焊縫尺寸、焊接前施以相反變形等可以有效降低焊接殘余應力,在型砂中埋設水管對鑄件肥厚部分進行強制冷卻可以減少鑄造殘余應力,在對床身等鑄件進行大余量粗加工后進行熱時效處理不僅能消除鑄造殘余應力還能減少粗加工過程產生的殘余應力,總之針對不同的工藝過程采取的措施也不盡相同,對此不多贅述。
; K ^7 w9 m5 p+ W: G" P, x
5 n$ Q) Z1 i# k9 e; h& \% M& }
: }. H- i+ N6 q1 o' e- w6 ^# T0 k, [* Y
9 z: \% l* F; \0 P
然而即使通過恰當的工藝規劃在工藝過程中減小殘余應力的產生,但終究會產生殘余應力,此時就要通過后續工藝對殘余應力進行消除,下面主要從這一方面對各種工藝通用的殘余應力消除措施進行闡述。
3 F& @6 D: }) q$ O
5 U0 p7 l; g* ]
# j, H, ?5 d; u* J5 S4 a/ {6 z
采用后續工藝方法來消除或減小工藝過程中所產生的殘余應力對工件的不良影響,這種消除殘余應力的方法稱為時效處理,包括自然時效、熱時效以及振動時效。
3 M! a8 j: u4 @
: C: t" P4 i' T
總體來說,3種方法對于消除各種工藝過程產生的殘余應力都是適用的。自然時效是將工件長時間置于自然條件下使得殘余應力釋放。由于自然時效周期長、效率低,難以適應現代生產需要。熱時效是在合適的溫度下,對工件進行退火或回火處理,可以很好地起到消除殘余應力的目的。振動時效則是工件在激振器周期性的外力作用下產生共振,使工件內部發生微觀變形從而均化、消除工件殘余應力。熱時效處理作為傳統工藝,能夠很好地對工件中殘余應力進行消除,并能一定程度上改善材料特性,然而,目前大多數機床制造企業已不具備大型工件熱時效處理的設備和條件,導致切削加工等工序中產生的殘余應力無法得到很好的消除。
. V! I- |/ J2 K$ V
2 w/ A n9 E( W0 R6 O& _
經實驗證明,振動時效不僅可消除殘余應力,還能削除殘余應力峰值、均化殘余應力,從而增強零件尺寸穩定性,且工件的材料性能和疲勞壽命都有所提高。例如,經過振動時效處理的鑄件,兩個月之后變形量很小,尺寸穩定所需的時間很短。而且由于振動時效具有節能、環保、高效等特點,同自然時效和熱時效相比有顯著的優越性。運用振動時效有助于企業降低成本,提高生產效率,增強產品的競爭力,同時也正是當今資源節約型、環境友好型社會所極力倡導的。
! J6 P# ]; Z: n! m
" ^2 Q' H) f) ?+ C5 I& E% |! h3 u% \
因而選擇時效處理方法時需要綜合考慮各種影響因素。3種殘余應力消除方法的比較如表2所示。
' @" M1 U& V. |4 M' p5 S: L
! h* b' S9 g% V( [3 U c7 h
" ^# u1 h9 w2 {! s D( E
振動時效消除殘余應力的效果并不十分徹底,但是從工藝的經濟性角度看,犧牲一定的工藝效果而避免成倍的工藝成本是合理的(目前頻譜諧波振動時效華云技術已經被廣泛使用相比傳統振動時效效果更好)。國內多家機床企業采用了振動消除殘余應力系統代替鑄造、機加工等工藝過程之后的熱時效處理,有效地對殘余應力進行消除,不僅縮短了生產周期、減少能源消耗和污染排放,還不受工件尺寸和場地約束,避免了大型機床床身等工件在熱時效處理時面臨的尺寸和空間問題。振動時效時對工件施加循環載荷,當交變作用應力與工件殘余應力疊加后超過材料的屈服極限而使應力集中部位發生塑性變形,從而降低了殘余應力峰值,并能強化金屬基體。
8 f$ U4 p2 K# r9 Y4 e$ W
7 T% d7 ?+ e; m0 B2 }% |
- V2 ]( w+ h& F; R d5 x4 A
7 r q$ @ N# \
即振動消除殘余應力要滿足
4 _) e* I0 H8 h3 o7 ]
1 `+ }( O1 p$ W3 ?3 a. H4 @0 D
激振作用動應力條件:
4 i H- G% p0 y4 o9 E& d
9 ~0 g7 r5 h1 E# H$ D3 V
σ動 + σ殘>σS
; Y9 X a# ]3 o+ S
2 B! l/ x, y! h7 O. h
同時,為了避免作用應力過大造成工件的疲勞損傷,動應力應不大于工件材料的疲勞極限。
, H3 v+ U m* |$ Q, G+ r
~' X0 ?. y: r) h* I9 ~/ W
σ動 ≤σ-1
, c x% G! X" D% k0 L8 [
# B" O( Y/ t6 ~: `
當動應力與工件殘余應力之和小于材料屈服極限時,工件將保持穩定的應力狀態,若要進一步降低殘余應力,則必須增大作用應力,否則振動時效將無效。在多階有效頻率的循環載荷作用下,便可消除和均化工件不同部位的殘余應力。
. d0 V" i$ A/ I2 A1 p" x1 C. H6 Y
6 d; l. E: V) N
隨著振動時效理論的發展,諸多技術障礙得到突破,振動時效工藝在歐美國家被廣泛應用。近年來,國內也出現了各種振動時效系統,力圖擺脫人工經驗的約束,取代以消除殘余應力為目的的熱時效,并能實時監測振動時效參數變化。
7 j1 F9 \: I% m! H3 X. j2 \" m
, ~8 J& ^2 A9 P- m( T
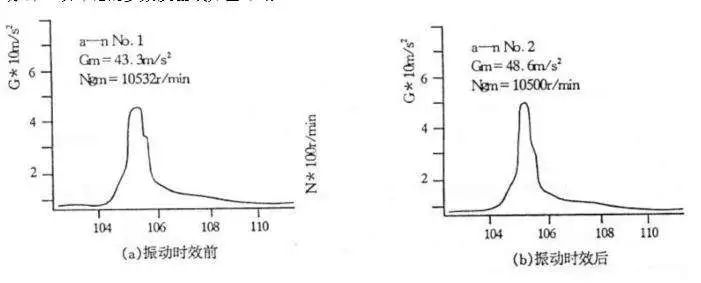
對振動時效效果的評定,除了應用殘余應力檢測法比較時效前后實測的殘余應力數值變化,還可以利用振動時效系統打印振動參數曲線,通過觀察參數曲線的變化趨勢來判斷是否達到時效效果。當掃頻曲線出現下列情形時,認為時效效果良好:掃頻曲線(a-n曲線)振后比振前峰值高;掃頻曲線振后的峰值點相比振前右移,即共振頻率減小;掃頻曲線的帶寬振后比振前變窄。
7 I+ m& [$ H! w; d" _
2 m1 m3 @ R; y9 G( }
* D" t% Y6 K% g, Q
- h3 ~/ q8 ]% e1 H; p
( r) N" R0 X, j7 t2 ?. R
作者:
中國一重
時間:
2023-11-13 14:30
學習了
作者:
油泵JH
時間:
2023-11-16 14:34
看看
歡迎光臨 機械社區 (http://www.whclglass.com.cn/)
Powered by Discuz! X3.5

 5 U0 p7 l; g* ]
5 U0 p7 l; g* ]