標題: 模具裝配圖的畫法之分享 [打印本頁] 作者: xiaobing86203 時間: 2017-7-19 14:35 標題: 模具裝配圖的畫法之分享 模具裝配圖最主要的目的是要反映模具的基本構(gòu)造,表達零件之間的相互裝配關(guān)系,包括位置關(guān)系和配合關(guān)系。% R* c1 ~. c# A( a2 a* i9 o7 C# J
* T6 B% X* A: h7 ~9 B T
從這個目的出發(fā),一張模具裝配圖所必須達到的最基本要求為: 3 J) A+ A; P$ m2 L + V5 K- d' t( u4 b1 c# u首先,模具裝配圖中各個零件(或部件)不能遺漏,不論哪個模具零件,裝配圖中均應(yīng)有所表達;, H' p/ O, r7 u9 D( A
4 k- C5 x' l- m0 i% R其次,模具裝配圖中各個零件位置及與其他零件間的裝配關(guān)系應(yīng)明確。在模具裝配圖中,除了要有足夠的說明模具結(jié)構(gòu)的投影圖、必要的剖視圖、斷面圖、技術(shù)要求、標題欄和填寫各個零件的明細欄外,還應(yīng)有其他特殊的表達要求。4 Z: Y; X Z+ m3 U
; h- y4 f$ ~5 a! w2 t
模具裝配圖的繪制要求須符合國家制圖標準,現(xiàn)總結(jié)如下: ) O+ F. `1 |, V, P- w ⑴ 總裝圖的布圖及比例。1 I* r' ^0 x1 Y, J: x
5 ~- B! h. N% O% d4 v1 U/ _① 應(yīng)遵守國家標準機械制圖中圖紙幅面和格式的有關(guān)規(guī)定(GB/T14689—2008)。8 g8 z; C; R \: h
② 可按模具設(shè)計中習(xí)慣或特殊規(guī)定的制圖方法作圖。/ i! Q4 C. M" c1 ]
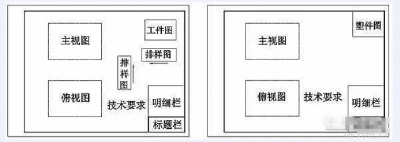
③ 盡量以1:1的比例繪圖,必要時按機械制圖要求的比例縮放,但尺寸按實際尺寸標注。 9 S' Q5 `5 i) C. Z# p* V. R. L④ 模具總裝圖的布置方法如圖1-72所示。9 }1 D# x1 g n7 g7 H x$ ^
( f" v. e2 W' q! S
(a)沖壓模具總裝配圖的布置 (b)塑料模具總裝配圖的布置 + u. x$ O/ G; e, ^, `: K/ f圖1-72 模具總裝圖的布置方法& ^$ F. B, V8 C$ K
+ f4 H5 |2 V6 N& \
⑵ 模具設(shè)計繪圖順序 & |2 v6 {, P% Z8 {① 主視圖。繪制總裝圖時,應(yīng)采用階梯剖或旋轉(zhuǎn)剖視,盡量使每一類模具零件都反映在主視圖中。按先里后外、由上而下,即按產(chǎn)品零件圖、凸模、凹模的順序繪制,零件太多時允許只畫出一半,無法全部畫出時,可在左視圖或俯視圖中畫出。 ; \9 ?7 f$ A, |8 Q② 俯視圖。將模具沿沖壓或注射方向“打開”上(定)模,沿沖壓或注射方向分別從上往下看“打開”的上(定)模或下(動)模,繪制俯視圖。主、俯視圖要一一對應(yīng)畫出。$ }$ T; n, R. T; \$ B, ^1 x
③ 左、右視圖。當主、俯視圖表達不清楚裝配關(guān)系時,或者塑料模具以臥式為工作位置時,左、右視圖繪制按注射方向“打開”定模看動模部分的結(jié)構(gòu)。. K& o4 S% l: h; J+ [5 T$ q+ `
2 L( b; \. p9 o⑶ 模具裝配圖主視圖的要求。 , l. P5 Y, X* s- v7 G0 S7 N' ]6 B3 d
① 在畫主視圖前,應(yīng)先估算整個主視圖大致的長與寬,然后選用合適的比例作圖。主視圖畫好后其四周一般與其他視圖或外框線之間應(yīng)保持50~60mm的空白。 , W% {" u+ o% F' ]- N② 主視圖上應(yīng)盡可能將模具的所有零件畫出,可采用全剖視圖、半剖視圖或局部視圖。若有局部無法表達清楚的,可以增加其他視圖。, r. `& |' P$ N M4 {
③ 在剖視圖中剖切到圓凸模、導(dǎo)柱、頂件塊、螺栓(螺釘)和銷釘?shù)葘嵭男D(zhuǎn)體零件時,其剖面不畫剖面線;有時為了圖面結(jié)構(gòu)清晰,非旋轉(zhuǎn)體的凸模也可不畫剖面線。. W2 _9 B' s9 I# r+ Z. K/ \
④ 繪制的模具一般應(yīng)處于閉合狀態(tài),如圖1-75所示,或接近閉合狀態(tài),也可以一半處于閉合工作狀態(tài),另一半處于非閉合狀態(tài)。 : A9 Y- ]1 z3 M0 T5 z⑤ 兩相鄰零件的接觸面或配合面,只畫一條輪廓線;相鄰兩個零件的非接觸面或非配合面(基本尺寸不同),不論間隙大小,都應(yīng)畫兩條輪廓線,以表示存在間隙。相鄰零件被剖切時,剖面線傾斜方向應(yīng)相反;幾個相鄰零件被剖切時,可用剖面線的間隔(密度)不同、傾斜方向或錯開等方法加以區(qū)別。但在同一張圖樣上同一個零件在不同的視圖中的剖面線方向、間隔應(yīng)相同。 - A5 J4 S0 K- f* }. ]! F⑥ 沖模裝配圖上零件的部分工藝結(jié)構(gòu),如倒角、圓角、退刀槽、凹坑、凸臺、滾花、刻線及其他細節(jié)可不畫出。螺栓、螺母、銷釘?shù)纫虻菇嵌a(chǎn)生的線段允許省略。對于相同零部件組,如螺栓、螺釘、銷的聯(lián)接,允許只畫出一處或幾處,其余則以點劃線表示中心位置即可。( y& a# v/ ?: S# R- }9 o6 ^
⑦ 模具裝配圖上零件斷面厚度小于2 mm時,允許用涂黑代替剖面線,如模具中的墊圈、沖壓鈑金零件及毛坯等。, Y' X- S' `( c$ Y$ F: G
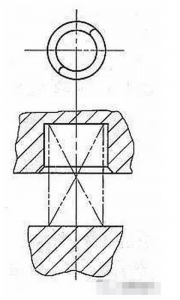
⑧ 裝配圖上彈簧的畫法。被彈簧擋住的結(jié)構(gòu)不必畫出,可見部分輪廓只需畫出彈簧絲斷面中心或彈簧外徑輪廓線,如圖1-73(a)所示。彈簧直徑在圖形上小于或等于2mm的斷面可以涂黑,也可用示意圖畫出,如圖1-73(b)、(c)所示。0 @' ?8 M) F3 L* X" j6 s
7 L2 V4 ?( s8 _1 `5 W(a)被彈簧擋住的結(jié)構(gòu)不畫出 (b)彈簧的示意畫法 (c)彈簧斷面涂黑 # q4 A/ q+ o, B" b, I/ E z( L / c9 A A! s n8 G2 i S圖1-73模具裝配圖中螺旋壓縮彈簧的規(guī)定畫法, x: l2 T' h0 e+ T& Q/ e! p+ ~
8 A5 E5 U) n% ~8 F9 b/ r; w4 v% |彈簧也可以用簡化畫法,即雙點劃線表示外形輪廓,中間用交叉的雙點劃線表示,如圖1-74所示。 , J! f5 ~$ V+ O. ], C⑷ 模具裝配圖俯視圖的要求* ~3 ]# N% u. E1 _9 z. f/ r
5 b, s# z+ ` V( C2 X, ?" a4 Y9 F
。俯視圖一般只繪制出下(動)模,對于對稱結(jié)構(gòu)的模具,也可上(定)、下(動)模各畫一半,需要時再繪制一側(cè)視圖或其他視圖。 % H- K$ q% }% w8 G% g 繪制模具結(jié)構(gòu)俯視圖時,應(yīng)畫拿走上模部分后的結(jié)構(gòu)形狀,其重點是為了反映下模部分所安裝的工作零件的情況。俯視圖與邊框、主視圖、標題欄或明細欄之間也應(yīng)保持50~60mm的空白。! R; T: y3 c7 j4 G. ]
7 L* {8 w2 ]# X! d1 p$ J
圖1-74彈簧的簡化畫法
⑸ 序號引出線的畫法。
; P8 P. K- S3 a9 I5 e$ a) a j% o
在畫序號引出線前應(yīng)先數(shù)出模具中零件的個數(shù),然后再作統(tǒng)籌
任務(wù)1 沖裁級進模
( K& O$ E3 [9 A1 N7 f
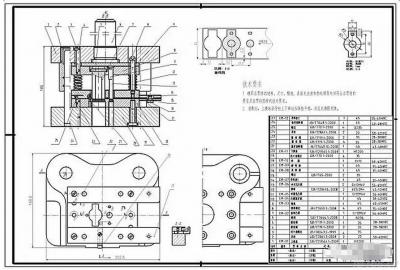
圖1-75 壓簧片沖孔落料級進模裝配圖 " r# Z! y" B6 o: D安排。序號一般應(yīng)與以主視圖為中心依順時針旋轉(zhuǎn)的方向為序依次編定,一般左邊不標注序號,空出標注閉合高度及公差的位置。在圖1-75所示的模具裝配圖中,在畫序號引出線前,數(shù)出整副模具中有27個零件,因此設(shè)計者考慮上方布置9個序號,右方布置9個序號,下方布置9個序號。根據(jù)上述布置,然后用相等間距畫出27個短橫線,最后從模具內(nèi)引畫零件到短橫線之間的序號引出線。 ) u' _5 H* Y- I U0 o9 o' A6 V4 k7 T( h2 x
按照“數(shù)出零件數(shù)目→布置序號位置→畫短橫線→畫序號引出線”的作圖步驟,可使所有序號引出線布置整齊、間距相等,避免了初學(xué)者畫序號引出線常出現(xiàn)的“重疊交叉”現(xiàn)象。+ I, U% [4 r9 A, W3 X8 X
) S0 E$ p* W0 y
當然如果在俯視圖上也要引出序號時(圖1-75),也可以按順時針再順序畫出引出線并進行序號標注。其注寫規(guī)定如下:# u8 z; f4 Y6 [* U2 {9 ^$ Y$ r
① 序號的字號應(yīng)比圖上尺寸數(shù)字大一號或大兩號。一般從被注零件的輪廓內(nèi)用細實線畫出指引線,在零件一端畫圓點,另一端畫水平細實線。; W( P! F, [' `. Q7 ]
② 直接將序號寫在水平細實線上。% V( i `4 [1 G6 c# `* A& M) E/ \
③ 畫指引線不要相互交叉,不要與剖面線平行。. a. L# d. o2 P7 A# }9 b
⑹ 剖面的選擇。如圖1-75所示,模具的上模部分剖面的選擇應(yīng)重點反映凸模的固定,凹模洞口的形狀、各模板之間的裝配關(guān)系(即螺釘、銷釘?shù)陌惭b情況),模柄與上模座間的安裝關(guān)系及由打桿、打板、頂桿和推塊等組成的打料系統(tǒng)的裝配關(guān)系等。上述需重點突出的地方應(yīng)盡可能地采用全剖或半剖,而除此之外的一些裝配關(guān)系則可不剖而用虛線畫出或省去不畫,在其他視圖上(如俯視圖)另作表達即可。! }* g1 v( I, Y, C0 k
模具下模部分剖面的選擇應(yīng)重點反映凸凹模的安裝關(guān)系、凸凹模的洞口形狀、各模板間的安裝關(guān)系(即螺釘、銷釘如何安裝)、漏料孔的形狀等,這些地方應(yīng)盡可能考慮全剖,其他一些非重點之處則盡量簡化。2 K# P$ S9 m2 I; w5 X
圖1-75中上模部分全剖了凸模的固定、凹模的洞口形狀、模柄與上模座的聯(lián)接及螺釘、銷釘?shù)陌惭b情況(并在左面布置銷釘與緊固螺釘、右面布置卸料螺釘及彈簧),對于始用擋料銷的裝配情況采用虛線及局部剖視圖的表達方式。 ) S7 ~, S3 f7 v3 Y4 m0 H5 G⑺ 螺釘、銷釘?shù)漠嫹ā.嬄葆敗N釘時應(yīng)注意以下幾點: m V* [" d5 ~, p. D, y9 l
① 螺釘各部分尺寸必須畫正確。螺釘?shù)慕飘嫹ㄊ牵喝缏菁y部分直徑為D,則螺釘頭部直徑畫成1.5D,內(nèi)六角螺釘?shù)念^部沉頭深度應(yīng)為D+1~3mm;銷釘與螺釘都使用時,銷釘直徑應(yīng)選用與螺釘直徑相同或小一號(即如選用M8的螺釘,銷釘則應(yīng)選Ф8mm或Ф6mm)。 . }1 y2 S( ~0 G# r! O/ j② 畫螺釘聯(lián)接時應(yīng)注意不要漏線條。以圖1-75中螺釘3為例,螺釘只與尾部的凸模固定板10螺紋聯(lián)接,而螺釘經(jīng)過墊板9及上模座1均應(yīng)為過孔。# r" z3 }2 b/ v4 a* o4 S, {/ V
③ 畫銷釘聯(lián)接時也要注意不要漏線條。以圖1-75中的銷釘4為例,在銷釘經(jīng)過的通孔凸模固定板10與上模座1需用銷釘進行定位,而墊板9則無需用銷釘4來定位,所以應(yīng)為過孔。 ' T& y3 O- p$ B: d8 ~. t' w 0 t" U6 ?7 ^" |1 ^5 F$ C; C⑻ 工件圖的畫法。 K* C* U# F7 y
; l9 Q0 |1 N3 B
① 工件圖是經(jīng)沖壓或模塑成形后得到的沖壓件或塑料件圖形,如圖1-75所示,一般畫在總裝圖的右上角,并說明材料的名稱、厚度及必要的尺寸;對于不能在一道工序內(nèi)完成的產(chǎn)品,裝配圖上應(yīng)將該道工序圖畫出,并且還要標注與本道工序有關(guān)的尺寸。 9 I) W( ]1 m5 c4 {② 工件圖的比例一般與模具圖上的比例一致,特殊情況下可以縮小或放大。工件圖的方向應(yīng)與沖壓方向或模塑成形方向一致(即與工件在模具中的位置一致),若特殊情況下不一致時,必須用箭頭注明沖壓件或模塑成形方向。 $ k: ~3 K: @3 Q6 Z: R& [. P
⑼ 沖壓模具裝配圖中的排樣圖。# c. o2 ]0 J% g8 D