|
發布時間: 2020-8-8 15:40
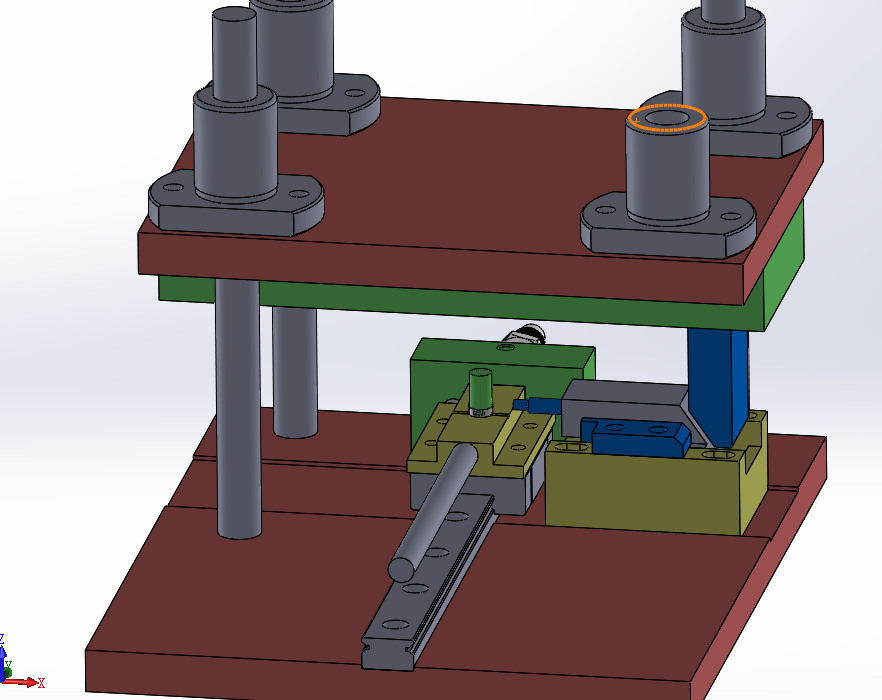
正文摘要:請教下論壇的朋友,現在一個不銹鋼鋼管壁厚0.15,需要耳朵整形凹進去0.2mm不到,我這斜楔機構能達到要求嘛。 一種直接連接0.5T小沖床進行加工,另一種連接氣缸進行加工,前者動力足 但是瞬間就抬上去了。后者可以壓 ... |
向宏 發表于 2020-8-8 20:34 整形的話 是不是保持時間有較大的關系呢,之前是直接用小沖壓機沖頭沖下去的,但是Z方向位置難調,多了圓管夾具就沖斷,沖少了達不到尺寸要求 |
曉昀 發表于 2020-8-8 23:37 我也是這么擔心的,因為沒做過沖壓計算,不清楚這樣能否達到變形量并維持,只能憑感覺, |
譬如朝露 發表于 2020-8-8 19:42 不恏意思,周天沒上帖子,那個零件安裝在活動的導軌夾具上(夾具是那個綠色的柱子),沖壓完成 在退回工作為進行換料裝料,就是小鋼管材料沖進去0.2mm的坑 |
| 力和變形量是不是能計算出來?你做沒做計算?計算結果是多少?這樣從圖片上看是能不能實現?有點不靠譜。 |
| 我覺得氣缸好一些,可以調整速度,也可以控制保持時間,實現起來可控性好一些。 |
大白小白 發表于 2020-8-8 19:45 喔?跟開車有關?我不會開車,我一般坐公交,地鐵的。要翻車,也是司機不好  ,這是車上哪部分的? ,這是車上哪部分的? |
譬如朝露 發表于 2020-8-8 19:42 翻車現場,謹慎駕駛 |
大白小白 發表于 2020-8-8 19:37 那管子安在線軌上,那沖頭一進給,管子不退回來了,壓什么坑咧? |
譬如朝露 發表于 2020-8-8 18:37 lz不是直接沖,是斜塊。另外,管子安裝在線軌上,,,哈哈 |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-10-7 13:50 , Processed in 0.066215 second(s), 21 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.