|
發布時間: 2009-4-29 06:13
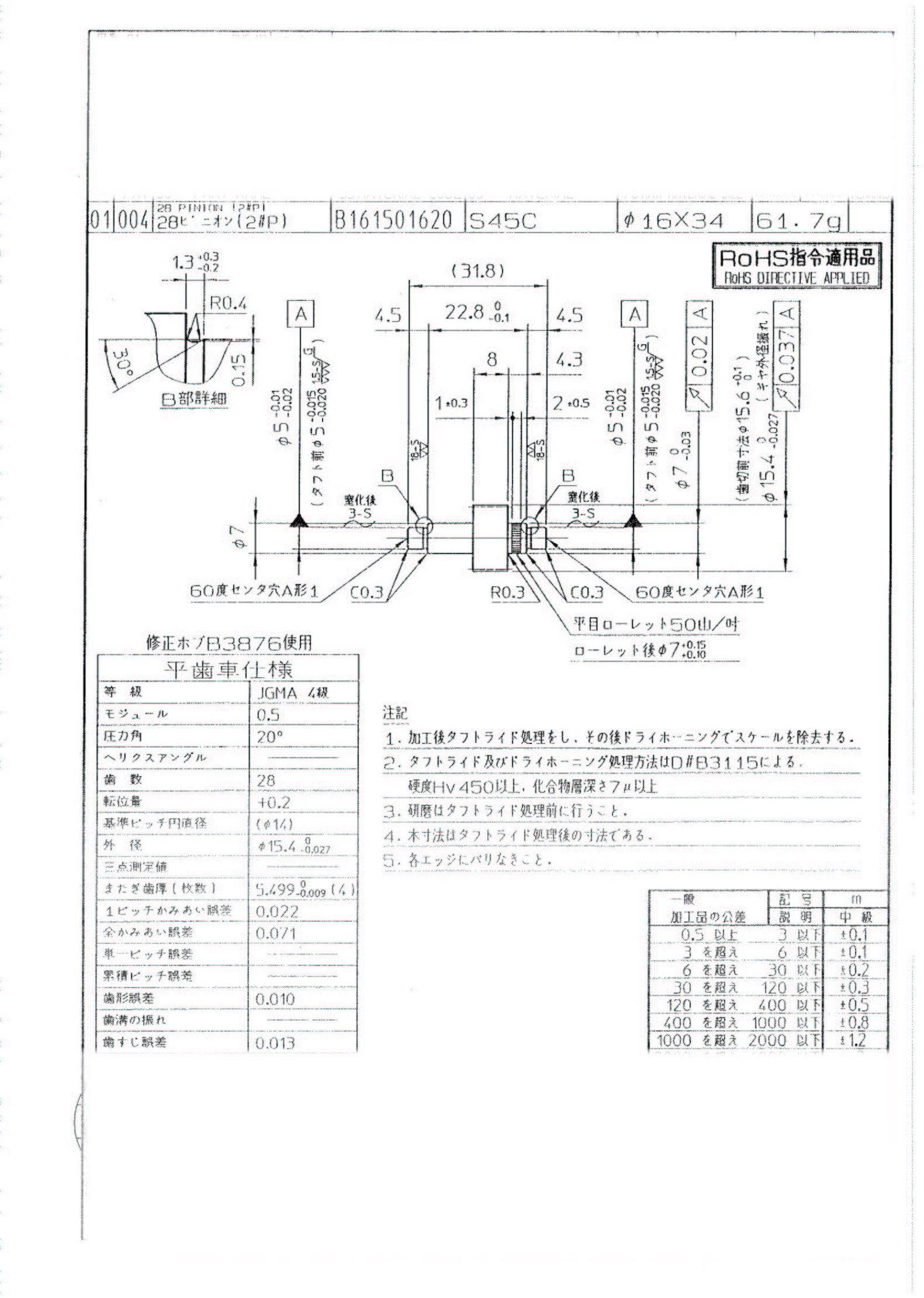
正文摘要:加工如下圖所示的齒輪軸的軸坯,用的是D16.0 S45C棒料,在STAR數控走心車上一次加工完成。加工順序按照圖紙從左向右加工。但是在粗加工圖示右邊后面的外圓時候,粗加工用的刀經常發生爆刀現象,整個刀刃全部從中間折 ... |
| 走心車我不大明白,不知道和其它車床車法的區別。能否考慮用尖刀直接軋進去去完大量,再考慮用切槽或反偏刀進行加工,雖然編程的計算比較麻煩,但是刀的受力要好很多 |
| 哦,建議換個切削輕快的槽型,r較小點,他這個刀片有可能切削阻力比較大 |
| 還有,能不能把進給再加快點,看一下斷削的情況 |
| 或者能不能換窄點的刀片?用的是pr930的涂層刀片嗎? |
| 你能不能換gmm3020-tk,或gmm3020-02ms的刀片,這樣的話切削阻力要會小點,你那個r0.4倒角切這么小的零件好像有點不大合適 |
| 易切鋼?唉,早知道給客戶的試樣就拿24L做了,TNND,24L這樣的還便宜點呢,反正滲氮完了都一樣了。只好以后成本節約的時候再提出改材料了。不過要是那個刀真的和你說的那么牛,我回頭報告下,也去招呼采購去買把回來試驗下。 |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-9-20 18:08 , Processed in 0.070681 second(s), 21 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.
