|
發(fā)布時間: 2010-3-26 18:31
正文摘要:現(xiàn)在加工工作,時不時的出現(xiàn)四五對內(nèi)徑大的,而且都不是連續(xù)出現(xiàn),每次出現(xiàn)一對或兩對大的,再繼續(xù)加工內(nèi)徑就正常了。這種問題已經(jīng)持續(xù)一個星期了,就是找不出來原因。請各位說一說你們的看法。 $ ? z6 x ... |
貌是就是主軸的問題,先先LZ分享 |
| 看來還是主軸問題啊。5軸的我還沒見過呢 |
|
最終原因也不太確定:/ M' F( s+ K& b 前一段時間把主軸拆下來,修理了一下里面的軸心,后來好很多,但還是偶爾出,不過頻率比以前少很多了。 具體修的一些細節(jié)我也不太清楚,沒在現(xiàn)場。 |
|
LZ后來怎么沒有繼續(xù)討論啊.可否分享一下問題的真正原因是什么呢?5 J- }/ T$ @' S1 V6 D; E( f" r 這類問題我的解決步驟是用QC七大手法里的魚骨圖: 1.人 a.不同操作人員的質(zhì)量情況, b.操作方法有沒有改變(這點很重要,特別是有一些特殊的步驟) 2.機 a.是否換過機臺 b.機臺的精度是否校驗 c.夾具的情況(這個很重要,要對夾具徹底進行檢查一下) d.刀具(供應(yīng)商,型號是否有更改), E' G. c `2 B* q, A 3.料 a.檢查毛坯料件的尺寸是否符合圖紙 b.供應(yīng)商的工藝是否有改變(這個很重要) c.是否更換過供應(yīng)商(包括材料供應(yīng)商),如有換過,檢查FAI報告.( h1 ~" B- Y5 H ^* ]# f 4.法 a.所謂的工藝參數(shù)和作業(yè)指導書是否一致 b.裝夾方法是否和作業(yè)指書不同% j/ i* C O2 o) _( F. I4 Q 5.環(huán) 這個對這種產(chǎn)品的影響不是很大,如果精度不是很高的話.0 I5 y9 ~, s* o5 J' c( e 這些東西大家都知道,真正用起來的時候,卻很難用好.最好每一步都自己親自到現(xiàn)場看著(不是不相信別人,有些東西很容易被忽略). |
|
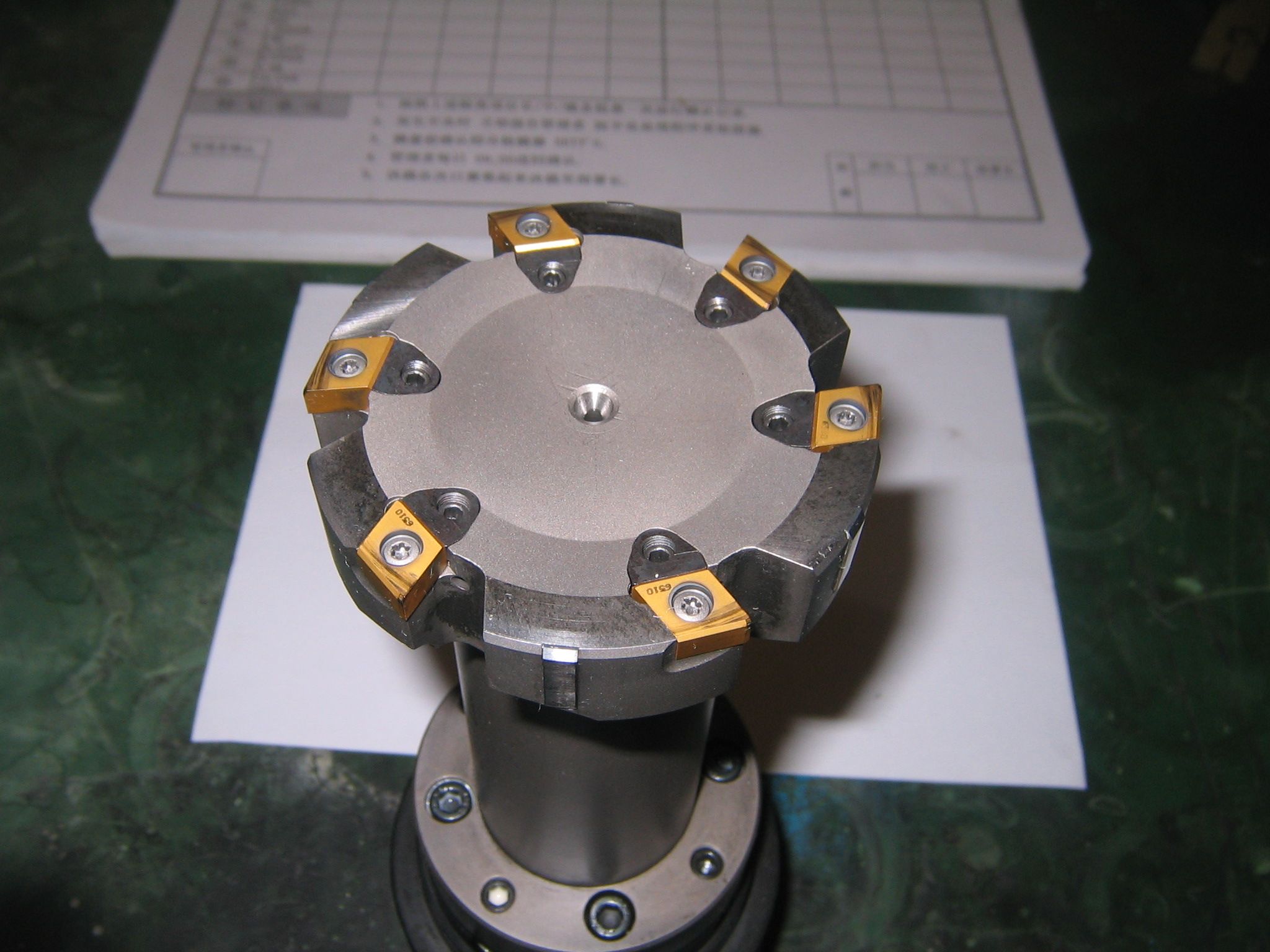
這個問題大家可以繼續(xù)討論,時間過去這么久了,樓主的問題可能早就解決了,請把最終的原因告知一下大家,謝謝,. [' G: ~ e7 s5 x9 L7 u1 z 其實加工轉(zhuǎn)向節(jié)這種大孔的話,由于批量大,對效率和刀具的穩(wěn)定性要求較高,大直徑鉸刀也不愧為一種好的選擇,山高公司最近推出的HI-FIX,多刀片的,且每個刀片有八個刃口,很經(jīng)濟,最大的優(yōu)勢是它不但有固定的導條,也有浮動導條,這是與MAPAL刀的最大區(qū)別,浮動導條是來補償?shù)镀凸潭▽l之間的間隙的,以上并非是廣告,只是給大家看一下新產(chǎn)品和新工藝,插幾張圖片供大家欣賞一下, 
|
|
回復 現(xiàn)實 的帖子/ Q) S/ y4 B1 O' Q Q% X. n; R- o+ ~6 h 檢查主軸拉緊力,是不是還有其它的尺寸變化情況,比如厚度之類的? |
| 主軸進切屑了。 |
|
孔大時 孔的圓度怎么樣? 主軸跳動?1 h7 T7 X% G( w. `6 ^ 4個零件都大? |
| 關(guān)注中,期待高手來搞定它 |
Archiver|手機版|小黑屋|機械社區(qū) ( 京ICP備10217105號-1,京ICP證050210號,浙公網(wǎng)安備33038202004372號 )
GMT+8, 2025-9-26 03:23 , Processed in 0.102905 second(s), 21 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.