|
| 留個位置,看大神們的發言! |
方案也要別人看的是個樣 |
| 支持一下吧,變壓器測試,呵呵,好熟悉的幾個字,空載、過載、直流電阻、單相不用做相序吧,呵呵。 |
| 我不建議你用伺服電機驅動,用分割器吧,可靠一些。 |
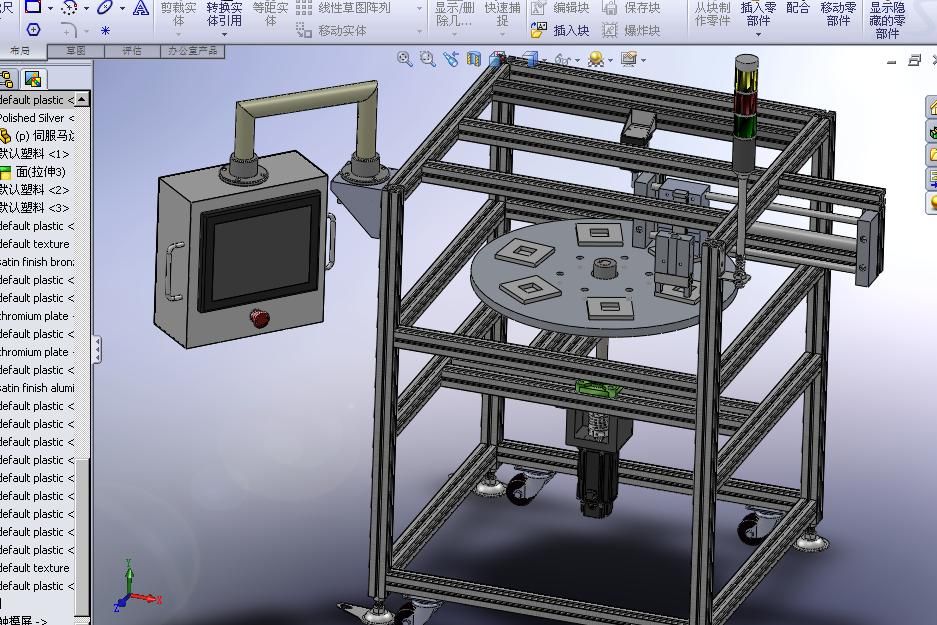
| l鋁合金型材貌似60x60的,掛個伺服電機沒問題,若擔心的話可先鎖塊鋼板,再把電機鎖在鋼板上 |
| 樓主這個方案實現了嗎 |
|
本帖最后由 CXFLBH 于 2010-8-3 17:22 編輯 回復 19# 實用才是王道 謝謝提出寶貴意見,用圓盤是客戶提出來的,而且是必須的。因為前面有三道測試工序,如果其中有一道不合格,激光打標機就不動作,氣動手指也不抓走,直接放回上料臺,如果不用圓盤是做不到的。圓盤的速度比較慢,PLC發脈沖指令時用勻加減速,慣性不會太大。鋁盤下面有一個圓形托盤法蘭固定,應該好拆。在訂單未確定之前一般都是原理性的圖,只是說明一下。這個也不是我們的主打產品,有時幫客戶順帶做一下,賺不賺錢是其次。 具體的動作流程及說明如下: 1、每個工作站測試一個參數,共需測試3個參數,從站1放入產品,站2激光打標,3,4,5參數測試,參數測試結果需要記錄于觸摸屏的U盤中,可以保存在其它電腦內。故障模式為8種代碼。 同一個產品如果前面的3,4,5站測試結果ok,則產品在到達站6后,自動夾出放于流水線上,流到下一工位,如果前面的3,4,5站有任一站測試NG,該產品流入站6不被夾走,流入站1,并由觸摸屏顯示出故障代碼提醒操作者。 2、自動測試過程,每一站在測試時,由PLC給出測試信號,儀器測試完成后輸出OK或NG信號給PLC,由PLC保存,到第6站全數參數OK的產品夾出, 有任一參數NG的,流回站1。 3.測試結果用先進先出指令取出三組數據,再用位與門運算屏蔽不需要的位,然后將三組數據進行或運算取得故障代碼后存入PLC,故障機用觸摸屏用文字顯示出來。 |
| 學習了,特別是西門大俠的幾個疑問更是讓海綿受益匪淺 |
| 以前做過類似的設備!鄙人才疏學淺,不知道我說的對不對!第一 600直徑的圓盤加上夾具的重量在電機的轉動下產生的扭矩,在伺服馬達停止轉動的一瞬間產生的慣性力 我估計你的機架承受不住太多的這樣的沖擊! 機構的穩固很重要!第二 其實這種動作要求不是很麻煩個人覺得圓盤式的過于浪費,圓盤樣式的用于多工位的多動作的比較合適 ,我看你的設備就是一進一出 完全沒必要用圓盤式! 你完全可以考慮直線型,效率絕對不會低于這種圓盤式。第三 想下你這臺設備就算是成功了!出個什么問題想要維修的話估計需要大卸八塊了!這種問題我是遇見過,我不知道繞了多少彎子才把圓盤拆下來,最后只有偷偷的罵工程師!估計你也不喜歡被人罵,好好考慮下!第四 我不知道你到底是老板還是工程師,要是老板的話這個機構過于簡單可以說是賣不到什么價錢!當然簡單也是必要的,只要能達到要求,簡單才是高科技!實用才是王道!!! |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-9-28 04:01 , Processed in 0.108427 second(s), 21 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.