|
發布時間: 2012-3-28 17:29
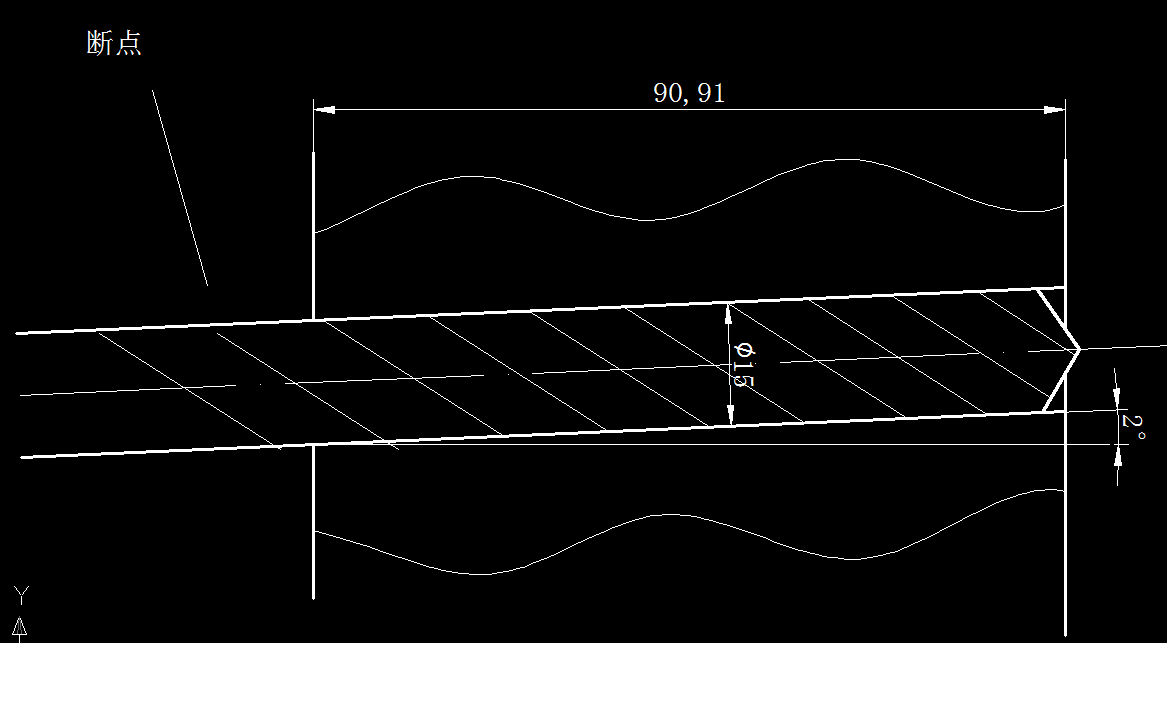
正文摘要:我們是組合鉆床加工鑄件的,加工一個角度為2°的斜孔時,經常在刀快要出來的時候,鉆頭的根部斷掉!鑄件牌號HT250,刀具是標準Φ15鉆頭,鉆深91。 2 t: e- _& \( Q: J* x斷鉆頭的原因是什么?能否通過修磨橫刃或是鋒 ... |
|
學習9 \( S( [9 Y# U9 [% o9 ?4 X |
| 第一次見 |
| 或許可以考慮用E型鉆尖鉆頭試試 |
| 改變頂角角度 |
|
學習, F b& ]9 Q; M9 `7 k& \% Q |
| 你可以試試出刀的時候改成反轉進行退刀,這個只是個人想法, |
| 對了 鉆完孔的直線度 好嗎? 90長, |
|
剛 進入工件的時候 是平面嗎?會不會也是 2度的 角度呢?15的 鉆頭根部斷掉不容易啊 是的話 可不可以加到工序,銑個小平面,記得哪家刀具公司樣本上在鉆3度的平面時,鉆尖進入工件7 b% X: G4 a* \, n 之前 要用進給的50% 完全進入之后才100%, 我恍惚記得是這樣的,我也是說說& v: G" m( A2 ] ! @. {4 Q7 m3 @8 {: X |
孤子 發表于 2012-4-6 22:16 奧!那就對了。這么改頂角是減小了。我試一試。! M7 o; x' [" E) e2 l |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-9-20 04:55 , Processed in 0.074697 second(s), 23 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.