|
發布時間: 2016-5-28 09:00
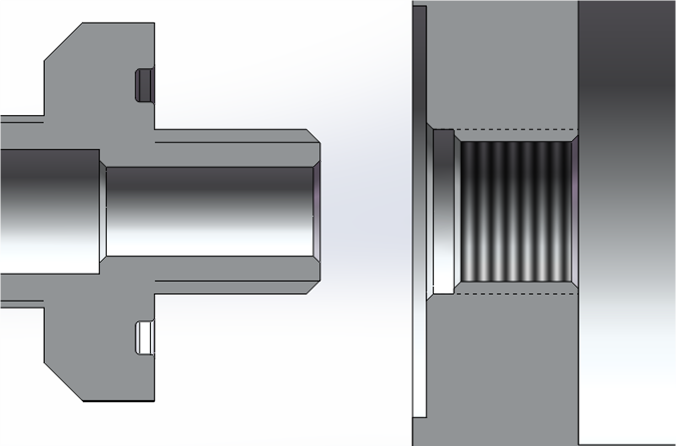
正文摘要:本帖最后由 李燦1991 于 2016-5-28 09:02 編輯 由于車螺紋時,沒法清根,然后留下退刀槽。或者車去一部分的螺紋肉,讓出清根部分。我現在覺得這兩種方式是都可以。但是那種方式好點呢,請大俠指教。 ... |
wo103838 發表于 2016-5-28 09:08 大神什么是通配?什么是單配? |
wo103838 發表于 2016-5-28 09:08 螺紋一般是有長度的,但是沒有退刀槽螺紋的長度被切削了一部分,長度有點不確定。其實我也是小白,亂猜的。 |
| 學習了謝謝 |
|
我用第二種 垂直度影響比較大時,我用這種 
|
|
樓上說的都對,我再補充點。 一般情況下,注意,一般情況,螺紋配合的失效形式設計成螺桿扭斷或拉斷。因為螺桿通常是標準件,或者軸好加工。而內螺紋除去螺母外,通常都是在工件表面。內螺紋損壞的話修復困難。所以設計中人為的降低外螺紋的強度。退刀槽在槽根部有應力集中,強度較低。 但有種大圓角的細腰螺栓,緩和了螺栓頭和螺栓桿的剛度變化,能夠提高疲勞強度。 圖一的結構我認為加工起來有困難。外螺紋其實還有一段螺紋收尾是不能用的,可能相比退刀槽結構,螺紋長度要短一些。 不對的歡迎指正。 |
| 軸應該是好加工的 |
|
軸的退刀槽加工是不是要換一次刀,上圖那個孔的加工不用吧。 |
| 2樓已經講了,退刀槽是通配,第二種是單配;第二種主要考慮你那內螺紋工件加工工藝,如果是退刀槽則應考慮退刀槽部分軸的強度 |
| 與樓上同感 |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-9-3 03:52 , Processed in 0.071123 second(s), 26 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.