|
發布時間: 2016-12-9 09:36
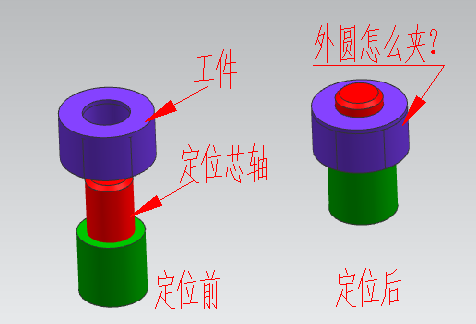
正文摘要:如圖,紫色的工件內孔外圓同心度誤差較大(最大1.1),工件放置到位后(圖左),由紅色的芯軸上升將內孔定位(圖右),等夾緊裝置夾緊外圓后,芯軸又下降到左邊那位置去,最后由刀具(圖上未畫)自上而下地對內孔進 ... |
| 沒看懂 |
daoimg 發表于 2016-12-13 21:38 好方案,可以一試 |
| 這個我感覺,下面應該做一個球面浮動支撐(就和球面墊片一樣的),等零件到位后,使球面墊圈自適應工件底面,再用壓板從上面壓死零件,再退出頂銷,進行加工內孔,余量不大,加工力應該不大!這應該比較合理。 |
|
內孔鉸孔機,見過這樣的設備:浮動裝夾,芯軸插入》導正》鉸孔。 需要在芯軸上做文章。 |
fangyunsheng 發表于 2016-12-12 13:32 流動的小球 目的 就是 初定位后,流動小球在進行夾緊定位,,, 待小球夾緊工件后并延時幾秒,初定位 才松開,在此之前,初定位一直保持夾緊,工件受力 狀態。。。 這個是根據該層主的思路往下走,,,我覺得可以試一試。。。 @面壁深功 |
|
看了大家的回復 , 提出這樣的思路 :以毛坯內孔初定位,然后 靠端面,夾緊 外圓,,夾外圓時為了保證中心不偏, 用 流動的小球 夾緊,自己找正。。 感應開關感應小球,確認夾緊后,,然后內孔初定位 芯軸移開。。 |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-9-21 04:06 , Processed in 0.075423 second(s), 22 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.
