|
發布時間: 2019-7-24 14:57
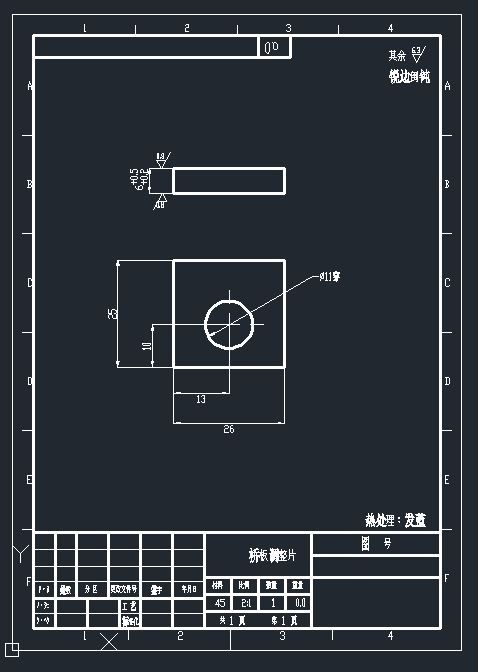
正文摘要:不算大問題,就是有點疑惑,請大家解惑。 一個調整片,我有注明倒鈍,車間未倒鈍就拿去發藍,導致需要重新去毛刺再發藍。車間有個老領導說圖紙不對,應該圖紙上磨削面處就要標注倒角,而且磨削量超過1mm,倒角就要超 ... |
| 對于這種件,我們一般只在技術要求中寫一句:棱邊倒鈍,去除毛刺。。。。 |
| 這個帖子很長時間了。很多人都說到了點子上,但淹沒在許多帖子中,樓主可能到現在也沒注意。我想說說我應該怎樣畫這張圖。根據樓主的述說,這個工件是機加工后去發黑,然后再按裝配時配磨致實際需要尺寸,配磨前尺寸6毫米,最大磨量1毫米。那么在圖中6毫米處應標注裝配時配磨,倒角1.5*45度,這樣配磨后還有倒角0.5以上保護和保持倒角處的發黑。最后配磨好以后因為還有倒角的原因,只要用油石去銳就可,倒角處發黑不會破壞。并在技術要求中說明一句配磨后倒銳就可。另外說一句你的領導是老鳥,實際經驗豐富,他已經點明關鍵了,你還一時不理解而已。 |
|
一般來說倒鈍銳變是可以的,但加工的人經常就把它忽略了,所以很多時候還是盡量標倒角比較好,哪怕是C0.5… |
kaixinjixieren 發表于 2019-7-24 15:18 技術要求里面一般都會提“去除尖角毛刺,棱邊倒鈍”,個人覺得這是底下干活的人懶了,推卸責任而已 |
機械菜鳥24K純 發表于 2019-7-26 09:49 問題不是磨削后標多少粗糙度,而是你標的粗糙度和精度決定加工工藝,不能本末倒置,我的意思是你為什么選擇這個粗糙度,這是由你零件的功能和使用要求決定的,這也是我說6.3足夠的理由,若你的零件有特殊要求另說。 |
leaffirezpc 發表于 2019-7-25 16:27 感謝回答。27樓有前輩指出了圖紙的問題,請麻煩看一下還有什么不足的補充。領導是公司副總,管理車間多年,應該是有感情的把。對于我,只要知道哪邊不對,怎么改就行了。 |
zjb434 發表于 2019-7-26 00:17 前幾點很認可,只是來到這家公司都這么出圖,至于熱處理是因為都是用SW出圖,模板問題,都從庫里調的,也就隨波逐流了。最后一點粗糙度也是正確的,只是和前面幾點一樣,這個粗糙度意思是磨削完之后要求的粗糙度,一般現場有兩種,要求高點的0.8,低一點的1.6。我也不太清楚這邊應該標磨削前的粗糙度還是磨削后的粗糙度,請指點一二, |
| 即使標注小倒角,車間工人也是銼刀銼一下 |
機械菜鳥24K純 發表于 2019-7-25 08:03 這種單件小批量原則上要倒角,畢竟不需要考慮量產工藝,倒角是為了裝配時避免劃傷;可以選擇C0.2或0.5.說一下圖紙上幾個問題,倒鈍,發藍應寫在技術要求里面,發藍不是熱處理;既然作為調整墊片表面粗糙度為什么要選0.8?一般6.3足矣。 |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-10-3 04:55 , Processed in 0.079199 second(s), 21 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.