|
發(fā)布時(shí)間: 2022-2-20 20:54
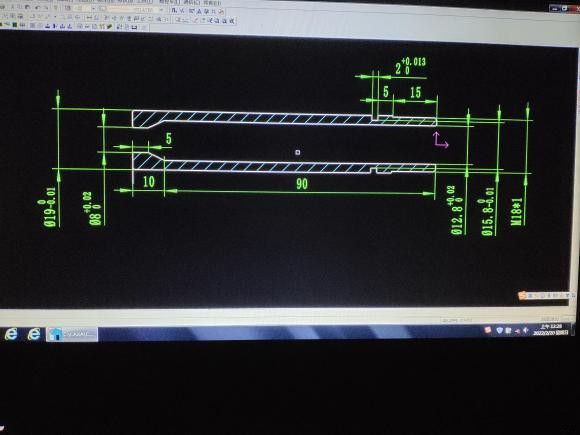
正文摘要:以下是同事面試的過程回憶:- G; U$ @( d) c: \7 B" H/ z, X; g 機(jī)床是配的法蘭克系統(tǒng),床身沒注意看那家的,應(yīng)該不差,12工位刀塔機(jī),床身蠻小,面試去的沒太注意看型號(hào) + Y; ?/ o. t( z1 w以下是同事自己的加工思 ... |
longyucanghai 發(fā)表于 2022-2-21 10:367 {9 R3 ^! S1 Q& h$ c2 _ 咔咔一頓畫 專業(yè)不專業(yè)的 先畫了 哈哈9 f' `$ G/ E- |; U |
湯圓園 發(fā)表于 2022-2-23 10:16 高難度工藝確實(shí)需要工藝工程師編的9 Q. g' P* \' M2 s% [- J$ F u |
未來第一站 發(fā)表于 2022-2-22 22:52# B1 b/ r/ s5 `: } 民營企業(yè)招聘員工就是要求員工什么都要會(huì),全能才行 |
| 一絲的外圓肯定要上磨床了,只車很難達(dá)到啊,而且這個(gè)是給數(shù)控車的人該出的題嗎?一般這種要給工藝工程師出的題了,這絕壁有為難的成分在里面了! |
| 招個(gè)車工還這么多事,磨刀,工藝、編程一樣不少,你應(yīng)該先說他這圖水平高。 |
唯此而已01 發(fā)表于 2022-2-22 15:420 j2 O# y0 N3 ^$ d 感謝分享,很受用 |
| 本人有類似加工經(jīng)驗(yàn)、不過沒有量產(chǎn)、量產(chǎn)肯定不是我在下面說的方案、首先將外端平面、留量光面然后、自磨全合金刀棒加工內(nèi)孔、刀棒用自制夾具裝夾、有一定斜度防止后角干涉、加工內(nèi)孔時(shí)水量充足、并走刀量很小、0.15毫米、精光到尺寸,然后加工外圓到尺寸、同樣走刀量很小、最后外端面和外圓一起精光到尺寸要求,后用切刀切斷、用平面磨床精磨長度到尺寸、原來的加工件、長度110、孔徑12毫米、長度有兩絲誤差、表面質(zhì)量1.6、倒角質(zhì)量1.6、同心0.012、不能鉸孔、并材質(zhì)要求較硬、不然形不成亮面,很繁瑣的一個(gè)工件、基本加工時(shí)長約48分鐘(單數(shù)車加工和測量時(shí)長) |
山中漁人 發(fā)表于 2022-2-21 13:07: B" k4 \/ w2 S6 M 得上磨床才行,一般的加工保證不了精度 |
xingqier 發(fā)表于 2022-2-21 11:59 同求* W. ~, C9 }& ?8 ^' K |
Archiver|手機(jī)版|小黑屋|機(jī)械社區(qū) ( 京ICP備10217105號(hào)-1,京ICP證050210號(hào),浙公網(wǎng)安備33038202004372號(hào) )
GMT+8, 2025-9-11 13:08 , Processed in 0.083330 second(s), 21 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.