|
發布時間: 2025-8-20 15:16
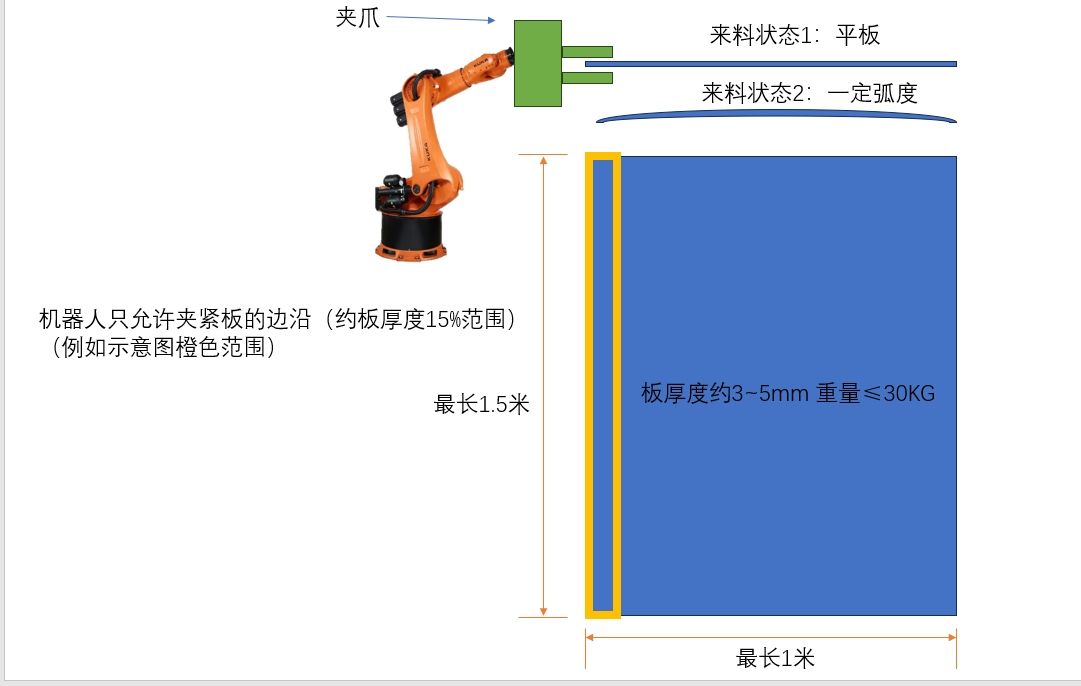
正文摘要:本帖最后由 布如禽獸 于 2025-8-20 17:02 編輯 如圖所以一些參數和要求,各位大神對于這個夾緊搬運,夾爪設計有沒有經驗或者提醒! (夾爪可以多個并排) 補充一下: 前工序機器人1用吸盤,水平吸起 ... |
|
從重量,板長,板厚的數值計算得出的板材密度看,這個板材絕對不是什么A3材質。 不同材質的板材的彈性模量是不一樣的,你太軟的板材,只夾緊一側是絕對不行的,板材必然彎曲。 |
012345zy 發表于 2025-8-20 17:53 AB機器人交接后,B機器人重新視覺定位產品坐標,再進行下工序 |
學者11 發表于 2025-8-21 09:57 材質當A3板 |
|
1.5m*1m*(3~5mm)板子,小于60Kg,邊緣抓取位置最大150mm,最小怎么也得留50~70mm吧? 側面垂直抓取狀態激光加工的話,直接用吸盤,擔心不安全那就加幾個夾爪。激光焊接、激光打孔、沖壓折彎,很多方案都是這么干的。 推薦瑞典PIAB的摩擦吸盤,防滑防油,抓取力穩定: 
提醒一下,機器人A→B轉移時,最好使用工作臺重新定位。 補充內容 (2025-8-21 22:43): 樓主說是當做A3板,重量≤30Kg。尺寸1500*1000*(3~5mm),密度符合的,重量接近的應該是鈦合金板。 擔心激光打孔影響真空密封效果,吸盤避開加工區...。 |
|
比較合理的方法就是在上下夾緊的基礎上,再配幾個L型支撐,在板材側立時可以防止板材彎曲變形。你完全靠單邊夾緊,那板材肯定彎曲。 另外你始終沒說出板材的材質啊。 |
| 所謂的單面夾緊就是吸盤吧,只要機器人2的夾緊吸盤不少于8個且相互距離要經過承載力測算就能保證運行。 |
702736 發表于 2025-8-20 17:06 不是,板寬度的15%,例如板寬1米,能夾的范圍就是邊沿150毫米的距離內 |
| 是夾住0.45---0.75毫米范圍? |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-9-10 03:09 , Processed in 0.076774 second(s), 22 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.