|
相比傳統(tǒng)材料,復(fù)合材料具有一系列不可替代的特性,自二次大占以來(lái)發(fā)展很快。盡管產(chǎn)量小(據(jù)法國(guó)Vetrotex公司統(tǒng)計(jì),2003年全球復(fù)合材料達(dá)700萬(wàn)噸),但復(fù)合材料的水平已是衡量一個(gè)國(guó)家或地區(qū)科技、經(jīng)濟(jì)水平的標(biāo)志之一。美、日、西歐水平較高。北美、歐洲的產(chǎn)量分別占全球產(chǎn)量的33%與32%,以中國(guó)(含臺(tái)灣省)、日本為主的亞洲占30%。中國(guó)大陸2003年玻班纖維增強(qiáng)塑料(玻璃纖維與樹(shù)脂 復(fù)合的復(fù)合材料、俗稱“玻璃鋼”)逾90萬(wàn)噸,已居世界第二位(美國(guó)2003年為169萬(wàn)噸,日本不足70萬(wàn)噸)。
復(fù)合材料主要由增強(qiáng)材料與基體材料兩大部分組成:
增強(qiáng)材料:在復(fù)合材料中不構(gòu)成連續(xù)相賦于復(fù)合材料的主要力學(xué)性能,如玻璃鋼中的玻璃纖維,CFRP(碳纖維增強(qiáng)塑料)中的碳纖維素就是增強(qiáng)材料。
基體:構(gòu)成復(fù)合材料連續(xù)相的單一材料如玻璃鋼(GRP)中的樹(shù)脂(本文談到的環(huán)氧樹(shù)脂)就是基體。
按基體材料不同,復(fù)合材料可分為三大類:
樹(shù)脂復(fù)合材料
金屬基復(fù)合材料
無(wú)機(jī)非金屬基復(fù)合材料,如陶瓷基復(fù)合材料。
本文討論環(huán)氧樹(shù)脂基復(fù)合材料。
1、為什么采用環(huán)氧樹(shù)脂做基體?
固化收縮率代低,僅1%-3%,而不飽和聚酯樹(shù)脂卻高達(dá)7%-8%;
粘結(jié)力強(qiáng);
有B階段,有利于生產(chǎn)工藝;
可低壓固化,揮發(fā)份甚低;
固化后力學(xué)性能、耐化學(xué)性佳,電絕緣性能良好。
值得指出的是環(huán)氧樹(shù)脂耐有機(jī)溶劑、耐堿性能較常用的酚醛與不飽和聚酯權(quán)勢(shì)脂為佳,然耐酸性差;固化后一般較脆,韌性較差。
2、環(huán)氧玻璃鋼性能(按ASTM)
以FW(纖維纏繞)法制造的玻纖增強(qiáng)環(huán)氧樹(shù)脂的產(chǎn)品為例,將其與鋼比較。 % p( ?/ X% k" z
表1 GF/EPR與鋼的性能比較
. O/ x8 T, ?+ r# V" |' ^+ c
, V% h. J% K6 @7 P1 E/ Y
9 N6 q* x* Z" d' r& W; a9 l- H+ Y6 |9 n3 k0 H, h% Z
| 玻璃含量 |
! P' H& k$ G7 eGF/EPR(玻纖含量80wt%) |
+ B) L0 G. b: X6 g* d! Z6 D$ fAISI1008 冷軋鋼 | # S3 N" h6 O- {/ k1 d T6 M9 ~
9 }8 }5 Z' b+ J0 a+ ?| 相對(duì)密度 |
' x _# g. \) S, Y( O5 I2.08 |
" Z( T9 C9 I# k/ I3 n% h1 ~7.86 |
9 l, \. O4 M7 U7 s i3 K: V* e2 Z
7 t4 i3 p& o6 j' U| 拉伸強(qiáng)度 | + k: f$ w0 y" c7 u! q0 v8 `* E
551.6Mpa | % f) N8 O: B, ^6 @
331.0MPa | r' Z5 P4 K( x' f) \& v$ ]# D" D
! k3 B! h# O& `8 t4 @% J a
| 拉伸模量 |
) d: _9 k# n, V; N/ b27.58GPa |
7 B5 x" W$ }- h! h& G206.7GPa | * q6 c3 G+ V, P1 Z
! W$ A; C( t% h) X; X3 b+ @& X" @- y
| 伸長(zhǎng)率 |
9 {0 H/ Q1 V" T3 F) Q7 }1.6% | : u; ^, W6 l: k. P1 }- Y. r
37.0% | 4 m, x i# |. E- J
9 d) u' D; R, {" K9 t9 i) d
| 彎曲強(qiáng)度 |
0 N4 O" _; z/ B2 X689.5MPa |
7 g; A q5 E% t% n: A* j | ' q6 R) j8 s1 v) i" a( G, {8 }5 I
" ?5 a! E6 ]- q; k4 d+ ^$ b| 彎曲模量 | # i1 u' Y* I" ]2 K4 G
34.48GPa | & M1 V! I, d1 N3 f
|
8 p0 g. C! D' |& R( f% r
7 Z6 j9 F+ M$ B# V8 X| 壓縮強(qiáng)度 |
3 B$ w; G: k( {4 G4 a0 A310.3MPa | ! C8 e0 s: H$ x* P' }. L2 q
331.0MPa |
( Q% s. P* a7 {9 F& V# h5 d' X! L# o& a; G, V# C! S p
| 懸臂沖擊強(qiáng)度 |
( \" d; U' y: @ i) s2 ^2385J/m | * e. s: I7 {2 N$ a0 `% D8 x/ \
| ! y8 N/ y9 y4 ^0 r6 Q) _
5 t/ X4 I8 g% ?# I0 `! R8 t| 燃燒性(UL-94) | 5 z) Z$ g! b, n- Z7 q1 i" F3 `
V-O | & ]: r. ?6 J3 U2 S
|
7 L) G2 a! W* \( l" x7 L# x9 {" a/ r* M* f" ~; n1 W
| 比熱容 | 9 _7 y; j1 i0 @7 S e( V: ]7 l
535J/kg·k |
: w. ]) D9 r! E8 T i0 W6 W233J/kg·k | * X& W3 r. o, ^
9 |$ Z1 Y9 P3 p, r; V( q" l! M| 膨脹系數(shù) |
+ k3 c: ?; W0 y b6 a2 z" U4.0×10-6k-1 |
+ d: K2 ~+ D$ z, I6.7×10-6k-1 |
* U( R; O+ t' j& B8 ]5 v2 m3 }- O& o( b a9 Y* s6 R
| 熱變形溫度 |
: i+ @( F$ `5 n9 y204oC(1.82MPa) |
/ [0 v7 n7 s" d% S" d! g* ?3 c6 Z |
v& O5 n) A0 y/ D% K5 T( B. y# u. t
| 熱導(dǎo)率 |
" `/ g: J% m6 z( n+ g c" k% [8 D1.85W/m·k |
" }0 O5 q3 Q8 t9 l4 E) f1 M33.7W/m·k | 4 H6 j6 f7 U/ K9 {! M
% s' J7 j% F' N/ e+ r' ~
| 介電強(qiáng)度 | 7 S6 t s8 v- T
11.8×106V/m |
1 e$ Q) Z0 D! [- V7 x8 x | 1 e' P2 v$ ^7 D1 L) V7 g3 J
% }1 y6 n" q* ]| 吸水率 | # ], T: a7 n& B$ x% K
0.5%(24h) | % w" a$ X+ a- W$ y
|
表2 幾種常用材料與復(fù)合材料的比強(qiáng)度和比模量
4 b! D4 `1 `% M( c& i
" \" L8 Z: {' \- D1 p) |
) R* D% y! P" O+ s8 ~! T6 J1 u* O- U9 o) U* j! M) D3 Y" K2 y
| 材料名稱 | 6 ?) ?; }) M8 y7 r8 @
密度g/cm3 | & r7 u- O+ ~ a/ J8 b* J
拉伸強(qiáng)度×104MPa | - o- v+ m4 v% U9 Y
彈性模量×106MPa | & c2 ^. O- E5 L ~* t
比強(qiáng)度×106cm | 8 p z9 B: F$ |9 M
比模量×109cm | - b0 `) Z$ @% Z" W
8 c) c( p5 \4 `! {- z$ s9 ?
| 鋼 |
. \) L! `# c+ x9 |1 z/ s' S7.8 |
' C' G0 l/ v: z5 H2 b5 G10.10 | ' O( N8 X) ^0 I# R
20.59 |
: o* m0 L$ R y4 J& @' \0.13 |
1 E& ?* B5 q7 L/ W4 q0.27 | - W: a* U4 |' `2 ]$ ?3 {. d* X
! Z3 C* `0 i9 U1 I| 鋁 |
! g. t6 I5 I- R; o6 [0 W3 C; ]6 ~2.8 |
) s" C3 ^' E Z/ N; c4.61 |
" n4 p W6 u; V% g1 x7.35 | 9 u+ F0 }! W) }
0.17 | $ Z2 g* s: {; Y+ e6 y c/ A- O
0.26 | / w( z7 L0 p# ]4 B8 q* x0 P$ w
3 l N& U9 S* L2 R; Q9 z/ q2 q2 p
| 鈦 | . }. C2 z/ {0 k8 n0 y$ B
4.5 | / \# Y5 S( x; S1 ^
9.41 |
: J0 w( V7 ]+ ]" s11.18 |
9 f" ^ I2 g+ D/ K$ V- L0.21 | , S$ e! r7 }, P4 ]9 D0 r8 [) q
0.25 | 9 _( S8 a' w- a
: L) t! M+ W) m3 s2 ?0 ?4 x" W0 J1 n
| 玻璃鋼 |
2 Z8 p$ P( m) `# C0 T& D2.0 | : E6 A( n8 `0 }6 Q+ `0 p0 m0 t& i
10.40 | ) F1 L% W! C( q' i8 \
3.92 | ) H! [; R" l& Q5 U3 @! v
0.53 | ' b3 _; g7 v- P
0.21 |
& L6 e+ q$ o1 L3 l& `0 A8 I& J* @
7 H: p0 l, ?% y; h* d+ t* O+ I4 l0 K| 碳纖維/環(huán)氧樹(shù)脂 |
& Y+ p C" H& V1.45 |
' w6 K) P9 ]7 R, U, C4 `1 f; H. c14.71 | 3 d8 Q5 S. Q- Y# C. F; g
13.73 | - v. K# z# Q4 W) @7 p
|
/ n) d7 s5 a5 l0.21 |
0 z v! i# L/ }& r3 n2 s- U
0 l8 k; ]& ~1 |+ f| 碳纖維/環(huán)氧樹(shù)脂 | ) U/ c; C. k9 ^/ z# W0 s
1.6 |
( E% \; @9 V7 i* E1049 |
) }6 R) [4 T( ?23.54 | ; G3 S4 c& Z" C% t& m" X& c
| 8 e/ G1 g: c# G& r$ L# \
1.5 | ) W9 v! \7 V; T) W
, v$ u& z/ ], J1 s ^4 S* q+ ^! D| 芳綸纖維/環(huán)氧樹(shù)脂 |
0 u! o7 E8 F4 M5 y% l: ]# H1.4 | ( k s: w5 A$ W1 U
13.73 |
5 r' x( m: R" c4 G7.85 | ' _* S" r1 o- k" a8 r& I# z3 \3 d
|
) c' H o- O& n1 ?0.57 | 6 b: O9 v/ d1 ^: F2 ^* {
4 W) m6 x; |7 f4 `6 p$ t9 Y
| 硼纖維/環(huán)氧樹(shù)脂 |
. a. |; d$ `+ N2.1 |
, O" a# W6 ]5 n# \" l13.53 | . H/ W. l4 V) a+ {
20.59 |
9 W6 ^( @6 A* q+ p. ^ |
/ f. D6 J, K: M$ Z, ~6 [9 j/ e1.0 | 9 u5 Z- P. `7 h9 J' R5 |; i3 S; }1 U
2 @3 Y8 `& S# m
| 硼纖維/鋁 |
- I. E! y$ R6 H9 K+ x. {2.65 | & o; u/ R' v0 E5 K3 D
9.81 | $ h- n/ n6 Y% r2 `
19.61 |
: f! {& |" Y# N/ I; F |
# D; \3 ]. Y6 ~# z8 y( ]0.75 | / m. p5 I6 Q/ g' o
5 H. l; A7 L) j9 o
( \2 q0 f3 S& O7 @' t' X# ?' b
圖1 復(fù)合材料的比強(qiáng)度與比剛性
3 o- n$ ]) |- ~: a) X- \8 O) K
二、纖維增強(qiáng)環(huán)氧樹(shù)脂復(fù)合材料成型工藝簡(jiǎn)介
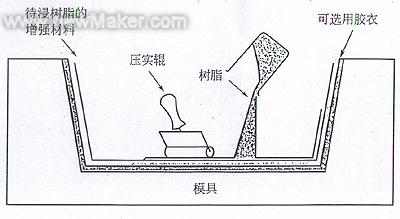
1、手糊成型(hand lay up)
! e- X( H$ l) L% j2 s+ _ . `: G, c3 Y- N4 y" a, V
' a4 ?" w: X p
圖2 手糊成型示意圖
l4 _! B0 g) }) U (1)概要
依次在模具表面上施加 脫模劑 膠衣
一層粘度為0.3-0.4PaS的中等活性液體熱固性樹(shù)脂(須待膠衣凝結(jié)后)
一層纖維增強(qiáng)材料(玻纖、芳綸、碳纖維......),纖維增強(qiáng)材料有表面氈、無(wú)捻粗紗布(方格布)等幾種。以手持輥?zhàn)踊蛩⒆邮箻?shù)脂浸漬纖維增強(qiáng)材料,并驅(qū)除氣泡,壓實(shí)基層。鋪層操作反復(fù)多次,直到達(dá)到制品的設(shè)計(jì)厚度。
樹(shù)脂因聚合反應(yīng),常溫固化。可加熱加速固化。
(2)原材料
樹(shù)脂 不飽和聚酯樹(shù)脂、已烯基酯樹(shù)脂、環(huán)氧樹(shù)脂、酚醛樹(shù)脂等。
纖維 玻纖、碳纖、芳綸等。雖然厚的芳綸織物難于手工將樹(shù)脂浸透,亦可用。
芯材 任意。
(3)優(yōu)點(diǎn)
1)適合少量生產(chǎn);
2)可室溫成型,設(shè)備投資少,模具折舊費(fèi)低;
3)可制造大型制品和型狀復(fù)雜產(chǎn)品;
4)樹(shù)脂和增強(qiáng)材料可自由組合,易進(jìn)行材料設(shè)計(jì);
5)可采用加強(qiáng)筋局部增強(qiáng),可嵌入金屬件;
6)可用膠衣層獲得具有自由色彩和光澤的表面(如開(kāi)模成型則一面不平滑);
7)玻纖含量較噴射成型高。
無(wú)捻粗紗布50%左右
織物 35%-45%
短切原絲氈30%-40%
(4)缺點(diǎn)
1)屬于勞動(dòng)密集型生產(chǎn),產(chǎn)品質(zhì)量由工人訓(xùn)練程度決定;
2)玻纖含量不可能太高;樹(shù)脂需要粘度較低才易手工操作,溶劑/苯乙烯量高,力學(xué)與熱性能受限制;
3)手糊用樹(shù)脂分子量低;通常可能較分子量高的樹(shù)脂有害于人的健康和安全。
(5)典型產(chǎn)品
艦艇、風(fēng)力發(fā)電機(jī)葉片、游樂(lè)設(shè)備、冷卻塔殼體、建筑模型。
2、樹(shù)脂傳遞成型(RTM)
8 F/ y1 {$ {5 f
/ f: e* A/ M8 |" M: w, o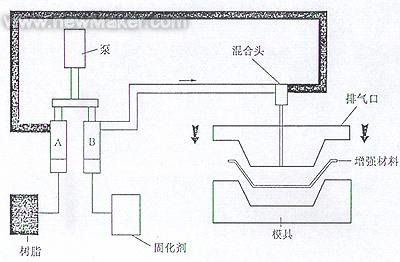
% t3 \6 q& a% N' h" V. ?
圖3 樹(shù)脂傳遞成型示意圖
5 x V( B" z3 r
(1)概要
RTM是一種閉模低壓成型的方法。
將纖維增強(qiáng)材料置于上下模之間;合模并將模具夾緊;在壓力下注射樹(shù)脂;樹(shù)脂固化后打開(kāi)模具,取下產(chǎn)品。
樹(shù)脂膠凝過(guò)程開(kāi)始前,必須讓樹(shù)脂充滿模腔,壓力促使樹(shù)脂快速傳遞到模個(gè)內(nèi),浸漬纖維材料。RTM是一低壓系統(tǒng),樹(shù)脂注射壓力范圍0.4-0.5MPa,當(dāng)制造高纖維含量(體積比超過(guò)50%)的制品,如航空航天用零部件時(shí),壓力甚至達(dá)0.7MPa。
纖維增強(qiáng)材料有時(shí)可預(yù)先在一個(gè)模具內(nèi)預(yù)成型大致形狀(帶粘結(jié)劑),再在第二個(gè)模具內(nèi)注射成型。為了提高樹(shù)脂浸透纖維能力,可選擇真空輔助注射(VARI- vacuum saaistedrsin injection)。注意樹(shù)脂一經(jīng)將纖維材料浸透,樹(shù)脂注口要封閉,以便樹(shù)脂固化。注射與固化可在室溫或加熱條件下進(jìn)行。模具可以復(fù)合材料與鋼材料制作。若采用加熱工藝。宜用鋼模。
(2)原材料
樹(shù)脂:一般多用環(huán)氧、不飽和聚酯、乙烯基脂及酚醛;當(dāng)加溫時(shí),高溫樹(shù)脂臺(tái)雙馬列來(lái)酰亞胺樹(shù)脂亦可用。
法國(guó) Vetrotex公司開(kāi)發(fā)了熱塑性樹(shù)脂RTM。
纖維:任意。常用玻纖連續(xù)氈、縫編材料(其纖維間的縫隙得于樹(shù)脂傳遞)、無(wú)捻粗紗布;玻纖與熱塑性塑料的復(fù)合紗及其織物與片材(法國(guó)Vetrotex商品名TWINTEX)。
芯材:不用蜂窩,因蜂窩空格全被樹(shù)脂填滿,壓力會(huì)導(dǎo)致其破壞。可用耐溶劑發(fā)泡材料PU、PP、CL、VC等。
(3)優(yōu)點(diǎn)
1)制品纖維含量可較高,未被樹(shù)脂浸得部分非常少;
2)閉模成型,生產(chǎn)環(huán)境好;
3)勞動(dòng)強(qiáng)度低,對(duì)工人技術(shù)熟練程度的要求也比手糊與噴射成型低;
4)制品兩面光,可作有表面膠衣的制品,精度也比較高;
5)成型周期較短;
6)產(chǎn)品可大型化;
7)強(qiáng)度可按設(shè)計(jì)要求具有方向性;
8)可與芯村、嵌件一體成型;
9)相對(duì)注射設(shè)備與模具成本較低。
(4)缺點(diǎn)
1)不易制作較小產(chǎn)品;
2)因要承壓,故模具較手糊與噴射工藝用模具要重和復(fù)雜,價(jià)位也高一些;
3)能有未被浸漬的材料,導(dǎo)致邊角料浪費(fèi)。
(5)典型產(chǎn)品
小型飛機(jī)與汽車零部件、客車座椅、儀表殼
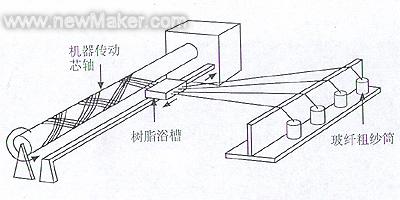
3、纖維纏繞(FW)
+ K' W* U3 I* m- s: F& j- o/ w ) A/ y2 R0 Q, j8 `2 |# c& |0 U
- u" f9 \/ Y- K
圖4纖維纏繞示意圖
4 k6 L' N' z% a" |8 @
(1)概要
通常采用直接無(wú)捻粗紗作為增強(qiáng)材料。粗紗排列在紗架上。粗紗自紗架上退繞,通過(guò)張力系統(tǒng)、樹(shù)脂槽、繞絲嘴,由小車帶動(dòng)其往復(fù)移動(dòng)并纏繞在回轉(zhuǎn)的芯軸(模) 上。纖維纏繞角度與纖維排列密度根據(jù)強(qiáng)度設(shè)計(jì),并由芯軸(模)轉(zhuǎn)速與小車往復(fù)速度之比,精確地控制。固化后將纏繞的復(fù)合材料制品脫模。
對(duì)某些兩端密閉的產(chǎn)品不用脫模,芯模即包在復(fù)合材料產(chǎn)品內(nèi),作為內(nèi)襯。
(2)原材料
樹(shù)脂:任意。環(huán)氧、不飽和聚酯、乙烯基脂及酚醛樹(shù)脂。
纖維:任意。無(wú)捻粗紗、縫編和無(wú)紡織物。生產(chǎn)管罐時(shí),常用表面氈、短切原絲作為內(nèi)襯材料。
芯材:可用。雖然復(fù)合材料制品通常是單一殼體,一般不用。
(3)優(yōu)點(diǎn)
1)因?yàn)槔w維逕直以合理的線形鋪設(shè),承擔(dān)負(fù)荷,故復(fù)合材料制品的結(jié)構(gòu)特性可非常高;
2)由于同內(nèi)襯層組合,可制得耐腐蝕、耐壓、耐熱的制品;
3)可制造兩端封閉的制品;
4)鋪放材料快、經(jīng)濟(jì)、用無(wú)捻粗紗,材料費(fèi)用低;
5)可采用樹(shù)脂計(jì)量,然浸膠后的纖維通過(guò)擠膠或口模,控制樹(shù)脂含量;
6)可大理生產(chǎn)和自動(dòng)化;
7)機(jī)械成型,復(fù)合材料材質(zhì)及方向性均勻,質(zhì)量穩(wěn)定。
(4)缺點(diǎn)
1)制品形狀限于圓柱形或其它回轉(zhuǎn)體;
2)纖維不易沿制品長(zhǎng)度方向精確排列;
3)對(duì)于大型制品,芯模成本高;
4)成品外表不是“模制”的,不盡人意;
5)對(duì)于承受壓力的制品,如選擇樹(shù)脂不合適或無(wú)內(nèi)襯,就易發(fā)生滲漏。
(5)典型產(chǎn)品
管道、貯罐、氣瓶(消防呼吸氣瓶、壓縮天然氣瓶等)、固體火箭發(fā)動(dòng)機(jī)殼體。
4、RIM(Reaction Injection Molding-反應(yīng)注射成型) F3 [3 t- w( s
% N& G) a2 X5 {, u/ g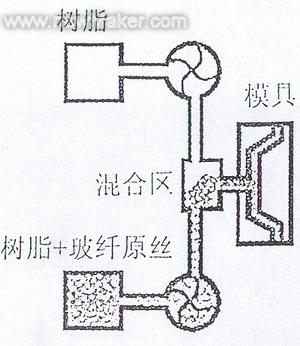
, S6 ?& H' S! A. B
圖5RIM示意圖
8 ?' W" Y+ j" @0 S% p
(1)概要
將兩種或兩種以上的組分在混合區(qū)低壓(0.5MPa)混合后,即在低壓(0.5-1.5MPa)下注射到閉模中反應(yīng)成型,此即為工藝過(guò)程。若組分一為多元醇,一為異氰酸酯,則反應(yīng)生成聚氨酯。為增加強(qiáng)度,可直接在一種組分內(nèi)行加入磨碎玻纖原絲和(或)填料。弈可采用長(zhǎng)纖維(如連續(xù)纖維氈、織物、復(fù)合氈、短切原絲等的預(yù)成型物等)增強(qiáng),在注射前,將長(zhǎng)纖維增強(qiáng)材料預(yù)先置模具內(nèi)。用此法可得到高力學(xué)性能的制品。這種工藝稱為SRIM(Structural Reaction Injection Molding-結(jié)構(gòu)反應(yīng)注射成型)。
(2)原材料
樹(shù)脂:常用聚氨酯體系或聚氨酯/脲混合體系;亦可采用環(huán)氧、尼龍、聚酯等基本;
纖維:常用長(zhǎng)0.2-0.4mm的磨碎玻璃纖維;
芯材:不用。
(3)優(yōu)點(diǎn)
1)制造成本比熱塑性塑料注射工藝低;
2)可制造大尺寸、開(kāi)頭復(fù)雜的產(chǎn)品;
3)固化快,適于快速生產(chǎn)。
(4)缺點(diǎn)
采用磨碎玻璃纖維增強(qiáng)原料費(fèi)用高,薦用礦物復(fù)合材料取代之。
(5)主要產(chǎn)品
汽車儀表盤(pán)、保險(xiǎn)杠、建筑門(mén)、窗、桌、沙發(fā)、電絕緣件。
5、拉擠成型 (Pultrusion)
(1)概要
主要采用玻璃纖維無(wú)捻粗紗(使用前預(yù)先放置在紗架上),它提供縱向(沿生產(chǎn)線方向)增強(qiáng)。其它類型的增強(qiáng)有連續(xù)原絲氈、織物等,它們補(bǔ)充橫向增強(qiáng),表面氈則用于提高成品表面質(zhì)量。樹(shù)脂中可加入填料,改進(jìn)型材料性能(如阻燃),并降低成本。
拉擠成型的程序是
1)使玻璃纖維增強(qiáng)材料浸漬樹(shù)脂;
2)玻璃纖維預(yù)成型后進(jìn)入加熱模具內(nèi),進(jìn)一步浸漬(擠膠)、基本樹(shù)脂固化、復(fù)合材料定型;
3)將型材按要求長(zhǎng)度切斷。
現(xiàn)在已有變截面的、長(zhǎng)度方向呈弧型的拉擠制品成型技術(shù)。
拉擠成型將增強(qiáng)材料浸漬樹(shù)脂有兩種方式:
膠槽浸漬法:通常采用此法,即將增強(qiáng)材料通過(guò)樹(shù)脂槽浸膠,然后進(jìn)入模具。此法設(shè)備便宜作業(yè)性好,適于不飽和聚酯樹(shù)脂,乙烯基酯樹(shù)脂。
注入浸漬法(圖6):玻纖增強(qiáng)材料進(jìn)入模具后,被注入模具內(nèi)的樹(shù)脂所浸漬。此法適于凝膠時(shí)間短、粘度高、生產(chǎn)附產(chǎn)物的樹(shù)脂基體,如酚醛、環(huán)氧、雙馬來(lái)酰亞胺樹(shù)脂。
& R2 ?8 `8 k3 R+ l4 e& Y) s
. [6 Y6 N0 G5 H1 }. s7 j# M! x3 N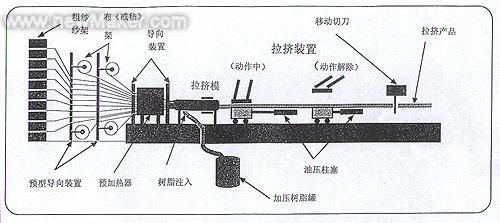
9 Z- x2 T" U4 Q2 S4 v" Y
圖6注入浸漬法
6 S; r# _* |# z+ u6 T/ M1 E5 N: [3 M, j& Q( o+ i+ \7 p
(2)原材料
樹(shù)脂:常用不飽和聚酯樹(shù)脂、環(huán)氧樹(shù)脂、乙烯基酯樹(shù)脂、酚醛樹(shù)脂;
纖維:拉擠用玻璃纖維無(wú)捻粗紗、連續(xù)氈、縫編氈、縫編復(fù)合氈、織物、玻纖表面氈、聚酯纖維表面氈等;
芯材:一般不用,現(xiàn)有以PU發(fā)泡材料為芯材,外為連續(xù)拉擠框型型材,作為保溫墻板的。
(3)優(yōu)點(diǎn)
1)典型拉擠速度0.5-2m/min,效率較高,適于大批量生產(chǎn),制造長(zhǎng)尺寸制品;
2)樹(shù)脂含量可精確控制;
3)由于纖維呈縱向,且體種比可較高(40%-80%),因而型材軸向結(jié)構(gòu)特性可非常好;
4)主要用無(wú)捻粗紗增強(qiáng),原材料成本低,多種增強(qiáng)材料組合使用,可調(diào)節(jié)制品力學(xué)性能;
5)制品質(zhì)量穩(wěn)定,外觀平滑。
(4)缺點(diǎn)
1)模具費(fèi)用較高;
2)一般限于生產(chǎn)恒定橫截面的制品。
(5)典型產(chǎn)品
建筑屋頂橫梁、椽子、門(mén)窗框架型材、墻板、石油開(kāi)采抽油桿、帳篷竿、梯子、橋梁、工具把、手機(jī)微波站罩殼、汽車板簧、傳動(dòng)軸、電纜管、光纖光纜芯、釣魚(yú)竿、隔柵、汽車空調(diào)器罩、擴(kuò)軌罩。
6、真空袋法法成型(Vacuum bag process)
5 d' O& T9 b% P6 ^+ [" Q7 A
% X9 [# f* O$ C! K5 B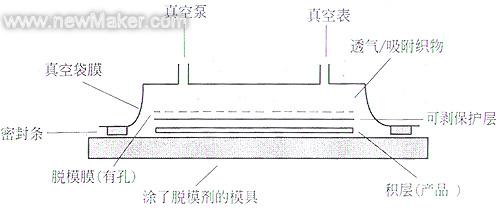
+ R( c% G9 m( @$ j% I1 \! Z$ a, [
圖7真空袋法成示意圖
9 d) B5 X$ q, Z/ ~' @, o3 |& h (1)概要
此法是手糊法與噴射法的延伸。將手糊或噴射好的積層在樹(shù)脂的A階段與模具在一 起,在積層上覆以橡膠袋,周邊密封,在后用真空泵抽真空,積層從而受到不大于1個(gè)氣壓的壓力,而被壓實(shí)、成型。
(2)原材料
樹(shù)脂:主要采用環(huán)氧樹(shù)脂、酚醛樹(shù)脂。不飽和聚酯樹(shù)脂與乙烯基酯樹(shù)脂則因真空泵將樹(shù)脂中的苯乙烯(交聯(lián)劑)過(guò)度抽出,可能會(huì)造成問(wèn)題,故一般不用;
纖維:同手糊法;
芯材:任意。
(3)優(yōu)點(diǎn)
1)采用普通的濕法鋪層技術(shù),通常可獲得高纖維含量的制品;
2)可制造大尺寸產(chǎn)品;
3)產(chǎn)品兩面光;
4)較濕法鋪層浸膠孔隙率低;
5)由于壓力,樹(shù)脂流經(jīng)結(jié)構(gòu)纖維,纖維得以較好地浸漬樹(shù)脂;
6)有利于操作人員健康和安全;真空袋減少了固化時(shí)逸出的揮發(fā)性物質(zhì)。
(4)缺點(diǎn)
1)額外的工藝過(guò)程增加了勞動(dòng)力和袋材成本;
2)要求操作人員有較高的技術(shù)熟練水平;
3)樹(shù)脂混合和含量控制基本上仍然取決于操作人員的技術(shù);
4)生產(chǎn)效率不高。
(5)典型產(chǎn)品
艇、賽車、芯材粘結(jié)、飛機(jī)鼻錐雷達(dá)罩、機(jī)翼、方向舵。
7、樹(shù)脂膜熔浸成型(RFI-Resin Film Infusion) 9 o; ?, z9 ?, w! J% i
8 r3 V; A* y7 Z8 ~6 f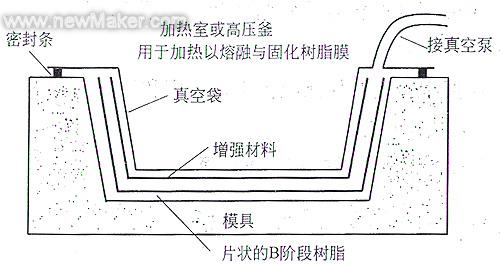
* q5 `0 C* @* o
圖8樹(shù)脂膜熔浸成型示意圖
% [% O7 v p* x4 K+ h (1)概 要
將干強(qiáng)物與樹(shù)脂片(樹(shù)脂片系放在一層脫模紙上提供)交替鋪放在模具內(nèi)。鋪層被真空袋包覆,藉真空泵抽真空,將干織物內(nèi)空氣抽出。然后加熱,令樹(shù)脂熔化并流浸已抽出空氣的織物,然后經(jīng)過(guò)一事實(shí)上時(shí)間即固化。
(2)原材料
樹(shù)脂:一般僅用環(huán)氧樹(shù)脂;
纖維:任意;
芯材:許多種芯材都可以使用,由于工藝過(guò)程中溫度高,對(duì)PVC泡沫需要專門(mén)處理,以免泡沫損壞。
(3)優(yōu)點(diǎn)
1)空隙率低,可精確獲得高的纖維含量;
2)鋪層清潔,有利于健康和安全(似預(yù)浸);
3)可較預(yù)浸法成本低,此為主要的優(yōu)點(diǎn);
4)由于樹(shù)脂僅能過(guò)織物厚度方向傳遞,故樹(shù)脂未浸到白斑區(qū)可較SCRIMP(西曼復(fù)合材料公司樹(shù)脂參入成型法—Seeman Composite Resin Infusion Molding Process)少。
(4)缺點(diǎn)
1)目前僅用于宇航工業(yè),還未推廣;
2)雖然宇航工業(yè)用高壓釜系統(tǒng)產(chǎn)非總是需要,但加熱室和真空袋系統(tǒng)對(duì)于復(fù)合材料固化,總是不可少的;
3)模具要求能經(jīng)受樹(shù)脂膜片的工藝溫度(低溫固化即需60-100oC);
4)要求所用芯材能經(jīng)受工藝溫度和壓力;
(5)典型產(chǎn)品
飛機(jī)雷達(dá)罩、艦艇聲納整流罩。
8、預(yù)浸料(高壓釜)成型
" N( B6 n) D% n1 u& V, P! E, a 
圖9 預(yù)浸料高壓釜法示意圖 . b1 ^4 S" b$ p1 j
(1)概要
預(yù)先在加熱、加壓或使用溶劑的條件下,將織物和(或)纖維預(yù)先用預(yù)催化樹(shù)脂預(yù)浸漬。固化劑大多能在環(huán)境溫度下,讓預(yù)浸材料貯存幾周或幾個(gè)月,仍能保質(zhì)使用。當(dāng)要延長(zhǎng)保持期,材料須在冷凍條件下貯存。樹(shù)脂通常在環(huán)境溫度下呈臨界固態(tài)。故觸摸預(yù)浸材料時(shí)有輕微的黏附感,象膠帶似的。制作單向預(yù)浸漬材料的纖維直接由紗架下來(lái),與樹(shù)脂結(jié)合。預(yù)浸漬材料用手或機(jī)械鋪于模具表面,通過(guò)真空袋抽真空,并通常加熱到120-180oC。使樹(shù)脂重新流動(dòng),并最終固化。盛開(kāi)附加壓力通常藉助高壓釜(實(shí)際上是一座壓力加熱罐)提供,它能對(duì)鋪層施加達(dá)5個(gè)大氣壓的壓力。
(2)原材料
樹(shù)脂:通常用環(huán)氧樹(shù)脂,不飽和聚酯樹(shù)脂、酚醛樹(shù)脂及高溫樹(shù)脂,如聚酰亞胺、氰酸酯、雙馬來(lái)酰亞胺樹(shù)脂等;
纖維:任意。雖然由于在工藝過(guò)程中,高溫分對(duì)芯材有些影響,需要采用某些專門(mén)的泡沫芯材。
(3)優(yōu)點(diǎn)
1)預(yù)浸材料制造人員可精確地調(diào)整樹(shù)脂/固化劑水平和樹(shù)脂在纖維中的含量;可以可靠地得到高纖維含量。
2)材料于操作人員十分安全,無(wú)礙健康,操作清潔;
3)單向帶纖維成本最低,因?yàn)槲沩殞⒗w維預(yù)先轉(zhuǎn)為織物的二次加工過(guò)程;
4)由于制造過(guò)程采用可滲透的高粘度樹(shù)脂,樹(shù)脂化學(xué)性能力學(xué)和熱性能可以是最適宜的;
5)材料有效時(shí)間長(zhǎng)(室溫下可保質(zhì)數(shù)月),這意味著可優(yōu)化結(jié)構(gòu)、復(fù)合材料易鋪層;
6)可能實(shí)現(xiàn)自動(dòng)化和節(jié)省勞動(dòng)力。
(4)缺點(diǎn)
1)對(duì)于預(yù)浸織物,材料成本高;
2)通常要對(duì)高壓釜固化復(fù)合材料制品,耗費(fèi)大、作業(yè)慢、制品尺寸受限制;
3)模具需能承受作業(yè)溫度;
4)芯材需要承受作業(yè)溫度和壓力。
(5)典型產(chǎn)品
飛機(jī)結(jié)構(gòu)復(fù)合材料(如機(jī)翼和尾翼)、衛(wèi)星與運(yùn)載火箭結(jié)構(gòu)件(太陽(yáng)能電池基板、夾層結(jié)構(gòu)板、衛(wèi)星接口支架、火箭整流罩等)、賽車、運(yùn)動(dòng)器材(如網(wǎng)球拍、滑雪板等)。
9、低溫固化預(yù)浸料成型
) d0 U( w; k# {4 T- ~# V `% q
, t5 [! N' m) b0 `& {1 g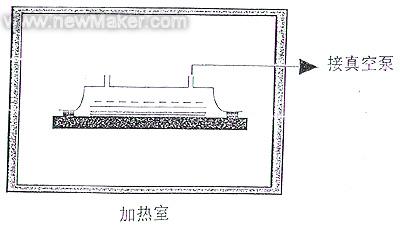
0 j" y3 i+ F1 |3 M
圖10 低溫固化預(yù)浸料成型示意圖
4 D, S& \) A( f! H* s( B
(1)概要
低溫固化預(yù)浸料完全按通常的預(yù)浸料方法制備,但樹(shù)脂的化學(xué)性質(zhì)使其得以在60-100oC溫度下固化。在60oC時(shí),材料可操作保持期可小到限于1個(gè)星期,但亦可延長(zhǎng)到幾個(gè)月。樹(shù)脂系統(tǒng)的流動(dòng)截面適于采用真空袋壓力,避免采用高壓釜。
(2)材料
樹(shù)脂:一般僅采用環(huán)氧樹(shù)脂;
纖維:任意,同通常的預(yù)浸料;
芯材:任意,雖然一般 的PVC泡沫需要特別注意。
(3)優(yōu)點(diǎn)
1)具有傳統(tǒng)預(yù)浸料法所具備的(1)-(6)條優(yōu)點(diǎn);
2)模具材料較便宜,如木材亦可用,因其固化溫度較低故;
3)可容易地制造大型結(jié)構(gòu)。因?yàn)閮H需真空袋壓力;固化溫度低,可采用簡(jiǎn)單的熱空氣循環(huán)加熱室(經(jīng)常就地建造大于制品的加熱室 );
4)可采用普通的PVC泡沫芯材,略作處理即可;
5)能耗低。
(4)缺點(diǎn)
1)材料成本仍高于預(yù)浸織物;
2)需加熱室和真空袋系統(tǒng),以固化制品;
3)模具需能經(jīng)受高于環(huán)境溫度的溫度(常用60-100oC);
4)仍有能耗,因需高于環(huán)境溫度固化。
(5)典型產(chǎn)品
高性能風(fēng)力發(fā)電機(jī)葉片、賽艇、救生艇、火車用零部件。
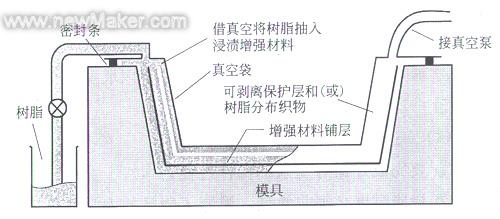
10、SCRIMP,RIFT,VARTM
6 S G4 K' ]2 c, S 4 b6 I9 \1 X8 e0 J
7 v- @. ?' l0 h4 ?( `+ D; I& [1 n
圖11 SCRIMP,RIFT,VARTM示意圖
/ m6 }. v! s' q) o9 X! ]
(1)概要
SCRIMP(Seeman Composite Infusion Molding Process—西曼復(fù)合材料公司樹(shù)脂滲透成型法),RIFT(Resin Infusion umder Flexibe Tooling—柔性模具樹(shù)脂滲透法) ,VARTM(Vscuum Assisted Transfer Molding—真空輔助樹(shù)脂傳遞成型)這三種工藝原理相似。將織物作為干鋪層材料入模內(nèi),如同RTM。然后覆以剝離保護(hù)層和縫編非結(jié)構(gòu)織物。整個(gè)鋪層用真空袋覆罩好。袋無(wú)滲漏后,讓樹(shù)脂流到積層。樹(shù)脂很容易流經(jīng)非結(jié)構(gòu)織物而在整個(gè)鋪層分布。SCRIMP法在真空袋與鋪層之間可置加壓模塊,利于提高制作表觀與結(jié)構(gòu)密實(shí)度。
(2)材料
樹(shù)脂:常和環(huán)氧樹(shù)脂、不飽和聚酯和乙烯基酯樹(shù)脂;
纖維:任意種類普通織物。這些工藝方法縫編材料很好用,因其間隙使得樹(shù)脂快速流動(dòng);
芯材:除蜂窩外,各種芯材均可用。
(3)優(yōu)點(diǎn)
1)同RTM,但制品僅一面光,不似RTM兩面光;
2)由于模具一半是真空袋,主模具僅需較低強(qiáng)度,故模具成本甚低;
3)可制造大尺寸產(chǎn)品;
4)通常的濕法鋪層工具可改進(jìn)以用于這些成型法;
5)一次作業(yè)即可生產(chǎn)芯材結(jié)構(gòu)。
(4)缺點(diǎn)
1)要完成好相對(duì)復(fù)雜的操作過(guò)程;
2)樹(shù)脂粘度必須非常低,限制了制品的力學(xué)性能;
3)鋪層未浸到樹(shù)脂而造成的廢品浪費(fèi)甚大;
4) SCRIMP的一些工藝要素已被專利所限。
(5)典型產(chǎn)品
小艇半成品、列車和卡車車身面板。
三、環(huán)氧樹(shù)脂復(fù)合材料的應(yīng)用
環(huán)氧樹(shù)脂是先進(jìn)復(fù)合材料中應(yīng)用最廣泛的樹(shù)脂體系,它可適用于多種成型工藝,可配制成不同配方,可調(diào)節(jié)粘度范圍大;以便適應(yīng)于不同的生產(chǎn)工藝。它的貯存壽命長(zhǎng),固化時(shí)不釋出揮發(fā)物,固化收縮率低,固化后的制品具有極佳的尺寸穩(wěn)定性、良好的耐熱、耐濕性能和高的絕緣性,因此,目前環(huán)氧樹(shù)脂統(tǒng)治著高性能復(fù)合材料的市場(chǎng)。
(一)環(huán)氧樹(shù)脂復(fù)合材料在航空工業(yè)中應(yīng)用
40年代初,電子工業(yè)的需要,尋找一種適宜的材料,做防護(hù)軍用飛行器的雷達(dá)天線,特別是防護(hù)戰(zhàn)斗機(jī)及轟炸機(jī)上的雷達(dá)天線。采用雷達(dá)罩是用來(lái)防護(hù)氣候?qū)茈娮觾x器的影響。玻璃鋼具有優(yōu)良的透雷達(dá)波性能,足夠的機(jī)械強(qiáng)度和簡(jiǎn)便的成型工藝,使它成為理想的雷達(dá)罩材料。這是歷史上第一次采用玻璃鋼制造雷達(dá)罩,同時(shí)又大大地促進(jìn)了玻璃鋼材料的研究。
60年代玻璃鋼技術(shù)在直升機(jī)領(lǐng)域的應(yīng)用有所突破,如西德M.B.B.公司研制玻璃鋼旋翼槳葉,逐步取代金屬鋁蒙皮/鋁蜂窩夾層結(jié)構(gòu)的金屬槳葉。但由于玻璃鋼的模量低,不能制造高強(qiáng)度的飛機(jī)結(jié)構(gòu)件。
70年代初,隨著硼纖維、碳纖維、芳綸纖維等相繼出現(xiàn),這些高級(jí)增強(qiáng)纖維的比剛度、比強(qiáng)度、耐疲勞性能等優(yōu)于金屬材料,由它們來(lái)增強(qiáng)環(huán)氧樹(shù)脂組成的復(fù)合材料,已在飛機(jī)的主結(jié)構(gòu)件(主受力件)上得到應(yīng)用。
近10多年來(lái),考慮到這些高級(jí)增強(qiáng)纖維的價(jià)格都比較高,為了更合理的用材,大力開(kāi)發(fā)混雜復(fù)合材料(Hybrid Composites)的研究。
以復(fù)合材料在飛機(jī)發(fā)動(dòng)機(jī)中的應(yīng)用為代表。美國(guó)兩家噴氣發(fā)動(dòng)機(jī)制造廠:通用電器—飛機(jī)發(fā)動(dòng)機(jī)事業(yè)集團(tuán)公司(GE—AEBG)和普惠公司,以及其它一些二次承包公司,都在用高性能復(fù)合材料取代金屬制造飛機(jī)發(fā)動(dòng)機(jī)零部件。如發(fā)動(dòng)機(jī)艙系統(tǒng)的許多部緊推力反向器、風(fēng)扇罩、風(fēng)扇出風(fēng)道導(dǎo)流片等都用復(fù)合材料制造。如發(fā)動(dòng)機(jī)進(jìn)口氣罩的外殼是由美國(guó)聚合物公司的碳纖維環(huán)氧樹(shù)脂預(yù)混料(E707A)疊鋪而成,它具有耐177℃高溫的熱氧化穩(wěn)定性科殼表面光滑如鏡面,有利于形成層流。又如FW 4 0O0型發(fā)動(dòng)機(jī)有8 0個(gè)149℃的高溫空氣噴口導(dǎo)流片也是用碳纖維環(huán)氧預(yù)浸料制造的。
在316℃這一極限溫度以下的環(huán)境中,復(fù)合材料不僅性能優(yōu)于金屬,而且經(jīng)濟(jì)效益高。據(jù)波音公司估算,噴氣客機(jī)重量每減輕一磅,是飛機(jī)在整個(gè)使用期限內(nèi)可節(jié)省 100 0美元。據(jù)法布萊特公司估算,美國(guó)第年約有100萬(wàn)磅復(fù)合材料用于制造噴氣飛機(jī)發(fā)動(dòng)機(jī)零件,銷售額高達(dá)5000萬(wàn)美元。
目前環(huán)氧樹(shù)脂的連續(xù)使用溫度最高約在280℃以下,近來(lái)DOW化學(xué)公司的一種多功能團(tuán)環(huán)氧樹(shù)脂Tactlx742,用二氨基二苯砜固化劑;制成的制品玻璃化溫度Tg>310℃,可用于制造噴氣發(fā)動(dòng)機(jī)零件。
(二)環(huán)氧樹(shù)脂復(fù)合材料在航天工業(yè)中的應(yīng)用
宇航技術(shù)對(duì)結(jié)構(gòu)材料高比模量、高比強(qiáng)度的要求,特別嚴(yán)格,使先進(jìn)復(fù)合材料成為宇航技術(shù)必需的材料。作為結(jié)構(gòu)材料的基作樹(shù)脂基本上都采用環(huán)氧樹(shù)脂。其主要的應(yīng)用范圍如下:
1、固體火箭發(fā)動(dòng)機(jī)殼體
在50年代末,采用纖維纏繞成型的玻璃鋼殼體取代鋼殼,使結(jié)構(gòu)減輕50%一60%。后來(lái),“三叉戟1”、 M X的三級(jí)發(fā)動(dòng)機(jī)殼體全部采用芳綸/環(huán)氧樹(shù)脂體系,重量又比玻璃鋼的同尺寸殼體減輕50%。
在阿里安運(yùn)載火箭許多結(jié)構(gòu)件均用碳纖維/環(huán)氧樹(shù)脂制造。
2.戰(zhàn)略導(dǎo)彈上的應(yīng)用
美國(guó)已采用JFRP作彈頭結(jié)構(gòu)殼體、儀器艙、級(jí)間段等50多個(gè)分系統(tǒng)部件。據(jù) 洛克希德導(dǎo)彈與宇航公司稱用碳纖維/環(huán)氧樹(shù)脂制造的機(jī)構(gòu)取代鋁結(jié)構(gòu),可使結(jié)構(gòu)減輕40%。
3、衛(wèi)星和宇航器上的結(jié)構(gòu)應(yīng)用
衛(wèi)星結(jié)構(gòu)的輕型化對(duì)衛(wèi)星功能及運(yùn)載火箭的要求至關(guān)重要,所以對(duì)衛(wèi)星結(jié)構(gòu)的重量要求很嚴(yán)。國(guó)際通訊衛(wèi)星VA中心推力筒用碳纖維復(fù)合材料取代鋁后減重23kg (約占3O%),可使有效載荷艙增加 450條電話線路,僅此一項(xiàng)盈利就接近衛(wèi)星的發(fā)射費(fèi)用。美、歐衛(wèi)星結(jié)構(gòu)重量不到總重的10%,其原因就是廣泛使用了先進(jìn)復(fù)合材料。
4.航天飛機(jī)上的應(yīng)用
美國(guó)航天飛機(jī)上使用的結(jié)構(gòu)復(fù)合材料總重約2噸,采用先進(jìn)復(fù)合材料后減重410kg,而且明顯減少了飛行過(guò)程中因復(fù)雜的溫度環(huán)境引起的變形。航天飛機(jī)進(jìn)入軌道后,用機(jī)械手投放和回收衛(wèi)星,機(jī)械手上臂、前臂是用超高模量石墨纖維 GY— 7 0增強(qiáng)環(huán)氧制成的。
總之,復(fù)合材料已成為宇航工業(yè)中不可缺少的關(guān)鍵材料。
(三)環(huán)氧復(fù)合材料在民用工業(yè)中的應(yīng)用
凡是對(duì)機(jī)械強(qiáng)度要求高的增強(qiáng)塑料制品基本上采用環(huán)氧樹(shù)脂作為基體。
1、玻璃鋼的壓力容 器和管道
我國(guó)西安、北京、重慶、自貢已生產(chǎn)汽車用壓縮天然氣(CNG)瓶,北京已成為現(xiàn)在使用CNG公交車最多的城市。
國(guó)內(nèi)已經(jīng)有4家企業(yè)生產(chǎn)環(huán)氧玻璃鋼高壓管。
60年代國(guó)內(nèi)鋼瓶十分緊張,采用纖維纏繞成型制造玻璃鋼氣瓶相當(dāng)活躍,曾制定過(guò)部頒標(biāo)準(zhǔn)FC194-74,90R年修改后制定ZBQ23004一90。玻璃纖維增強(qiáng)塑料壓力容器,以環(huán)氧樹(shù)脂和616酚醛樹(shù)脂體系為基體,40立升氣瓶使用壓力為 12MPa,使用壽命5年以上。上海材料研究所和臨安玻璃鋼廠合作,也采用纖維纏繞成型工藝,而使用環(huán)氧樹(shù)脂一二甲基咪唑體系,其性能不亞于環(huán)氧一酚醛樹(shù)脂體系。用此配方制成水研用的壓力容器。
2、玻璃鋼電機(jī)護(hù)環(huán)、套環(huán)等
護(hù)環(huán)套裝于發(fā)電機(jī)轉(zhuǎn)子兩端,保護(hù)轉(zhuǎn)子線圈的端部,防止在高速旋轉(zhuǎn)時(shí),受離心力作用它是發(fā)電機(jī)受力最大的部件之一,對(duì)強(qiáng)度和模量要求比較高,采用輕質(zhì)高強(qiáng)的復(fù)合材料可以取代無(wú)鎳反磁合金鋼。 60年代末國(guó)內(nèi)先后生產(chǎn)1. 25W千瓦和2. 5萬(wàn)千瓦兩種發(fā)電機(jī)護(hù)環(huán)。后者由北京重型電機(jī)廠、杭州玻璃鋼化工設(shè)備廠和上海材料研究所等單位合作,選用高強(qiáng)度(S)玻璃纖維和高模量(M)玻璃纖維進(jìn)行纏繞,用62O7(脂環(huán)族)環(huán)氧樹(shù)脂一酸酐體系樹(shù)脂配方和 AFG— 9 0環(huán)氧樹(shù)脂(縮水甘油胺型)—— HK—0 21酸酐體系作為基體,使用多年情況良好。
玻璃鋼套環(huán) 3 0 00千瓦以下的在杭州玻璃鋼化工設(shè)備廠生產(chǎn),已在北京重型電機(jī)廠安裝出廠30年,屬于定型產(chǎn)品。
此外,發(fā)電機(jī)定子線圈端都支撐環(huán),裝在定子線圈的鼻端,承受最大載荷是發(fā)電機(jī)發(fā)生短路的瞬間,亦采用玻璃鋼制造,稱為玻璃鋼綁環(huán)。這種綁環(huán)安裝在10萬(wàn)千瓦的氣輪發(fā)電機(jī)上,已使用20余年。在國(guó)內(nèi)最大的60萬(wàn)千瓦發(fā)電機(jī)用的玻璃鋼錐殼(其作用類似于支撐環(huán))也是用了10多年。
玻璃鋼絕緣子,有待于進(jìn)一步開(kāi)發(fā)研究。絕緣子的作用是把帶電線路或帶電零部件之間隔開(kāi),既要求絕緣又要求高強(qiáng)度,電絕緣何耐腐(室外用),采用玻璃鋼很適用。國(guó)外在露天的22萬(wàn)伏輸電桿上的絕緣于已采用環(huán)氧樹(shù)脂玻璃鋼成批生產(chǎn)。
3、防腐蝕制品
通常不飽和聚酯樹(shù)脂玻璃鋼的力學(xué)性能在45℃以上強(qiáng)度就會(huì)明顯下降,同時(shí)不飽和聚酯樹(shù)脂耐堿性較差。如果在防腐蝕制品中要求強(qiáng)度高,耐溫性好等則建議選用環(huán)氧玻璃鋼。如上海市上鋼二廠,在生產(chǎn)硫酸鐵過(guò)程中,反應(yīng)槽需要連續(xù)在120℃使用,選用環(huán)氧玻璃鋼取得了很滿意的效果。這種耐高溫的反應(yīng)槽是由臨安玻璃鋼廠制造的。
4、玻璃鋼模具
(1)玻璃鋼鑄造模具
用玻璃鋼制成的鑄造模具,比木模、鋁模的效果好的多,使用壽命長(zhǎng),通常在萬(wàn)次以上,價(jià)格也比較便宜。
(2)玻璃鋼制品模具
采用噴射成型、樹(shù)脂傳遞模塑( RTM)成型所需的制品模具,通常都用不飽和聚酯玻璃鋼模具。筆者建議采用環(huán)氧樹(shù)脂玻璃鋼模具更好,具有模具強(qiáng)度高、使用壽命長(zhǎng)、尺寸穩(wěn)定性好等優(yōu)點(diǎn)。
5、風(fēng)力發(fā)電機(jī)葉片
我國(guó)做到長(zhǎng)23m,國(guó)外已經(jīng)超過(guò)50m。
6、碳纖維補(bǔ)強(qiáng)建筑結(jié)構(gòu)
7、運(yùn)動(dòng)器材
高爾夫球桿、網(wǎng)球拍、羽毛球拍、壁球拍、滑雪板、漁具、自行車架等。
四、我國(guó)環(huán)氧樹(shù)脂市場(chǎng)分析
據(jù)統(tǒng)計(jì),2003年中國(guó)大陸環(huán)氧樹(shù)脂產(chǎn)量25萬(wàn)噸,比上年增長(zhǎng)25%;進(jìn)口19.88萬(wàn)噸,比上年增長(zhǎng)23%;出口3.558萬(wàn)噸,比上年增長(zhǎng)81%,表現(xiàn)消費(fèi)量41.322萬(wàn)噸,比上年增長(zhǎng)21%。
市場(chǎng)比例為:
涂料 45%
電子電器 36%
復(fù)合材料 5%
粘結(jié)劑 -7%
其它(交聯(lián)劑等) -7%
2003年我國(guó)大陸生產(chǎn)高壓玻璃鋼環(huán)氧管3000噸,約用環(huán)氧樹(shù)脂1300噸。建筑結(jié)構(gòu)采用CF(碳纖維)補(bǔ)強(qiáng)用環(huán)氧樹(shù)脂5 00噸。
絕緣棒管生產(chǎn)2000噸,用環(huán)氧樹(shù)脂1000噸。
2003年生產(chǎn)環(huán)氧玻璃鋼2萬(wàn)噸,采用環(huán)氧樹(shù)脂9000余噸。
2003年生產(chǎn)玻璃纖維基覆銅板14萬(wàn)噸,采用環(huán)氧樹(shù)脂6.15萬(wàn)噸。2004年可增長(zhǎng)3O%以上。所用環(huán)氧樹(shù)脂將達(dá)8萬(wàn)噸。
2003年用于生產(chǎn)乙烯基酯樹(shù)脂(VER)采用環(huán)氧樹(shù)脂2900噸。
國(guó)產(chǎn)樹(shù)脂的質(zhì)量穩(wěn)定性有待于進(jìn)一步提高,因而國(guó)內(nèi)一些復(fù)合材料廠家在生產(chǎn)要求性能較高的產(chǎn)品(如絕緣棒、絕緣管)時(shí),常采用陶氏(DOW),殼牌(Shell)、巴克立特(Bakelite)等國(guó)外公司的產(chǎn)品。
繼美國(guó)陶氏化學(xué)在江蘇省張家港市建設(shè)一年產(chǎn)能4.1萬(wàn)噸環(huán)氧樹(shù)脂生產(chǎn)廠后并擬建一年產(chǎn)能 4萬(wàn)噸的廠;韓國(guó)國(guó)都化學(xué)正在昆山建一年產(chǎn) 2萬(wàn)噸的環(huán)氧樹(shù)脂廠,并擬再建一年產(chǎn)2萬(wàn)噸環(huán)氧樹(shù)脂的生產(chǎn)線。
臺(tái)塑子公司宏仁集團(tuán)引進(jìn)日本東都化成技術(shù)在廣州興建了年產(chǎn)能2.3萬(wàn)噸的環(huán)氧樹(shù)脂廠。日本鋼鐵化學(xué)公司子公司Tohto Kasei公司轉(zhuǎn)讓技術(shù)給黑龍江省齊華化學(xué)公司建一年產(chǎn)能2萬(wàn)噸的環(huán)氧樹(shù)脂廠。
值得補(bǔ)充的是,環(huán)氧樹(shù)脂還可用于文物保護(hù)。在長(zhǎng)江三峽的國(guó)家級(jí)重點(diǎn)文物重慶市云陽(yáng)縣張飛廟(張桓侯廟)整體搬遷過(guò)程中,大量殘損磚石是以環(huán)氧樹(shù)脂粘結(jié)修補(bǔ)或灌注成型定型 ,使這座始建于三國(guó)蜀漢末年(距今 1780年)的古建筑得以回復(fù)留存。 | 
 發(fā)表于 2007-1-6 21:49:32
發(fā)表于 2007-1-6 21:49:32
 QQ好友和群
QQ好友和群 QQ空間
QQ空間
